| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 26000 |
| 發(fā)貨期限 | 24h |
| 供貨總量 | 999 |
| 運(yùn)費(fèi)說明 | 包郵 |
| 小起訂 | 1 |
| 質(zhì)量等級 | 特級 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 鋼 |
| 產(chǎn)品品牌 | 河南建貿(mào) |
| 產(chǎn)品規(guī)格 | JMRLJ-3000 |
| 發(fā)貨城市 | 河南長葛 |
| 產(chǎn)品產(chǎn)地 | 河南長葛 |
| 產(chǎn)品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 3.5t |
| 質(zhì)保時(shí)間 | 一年 |
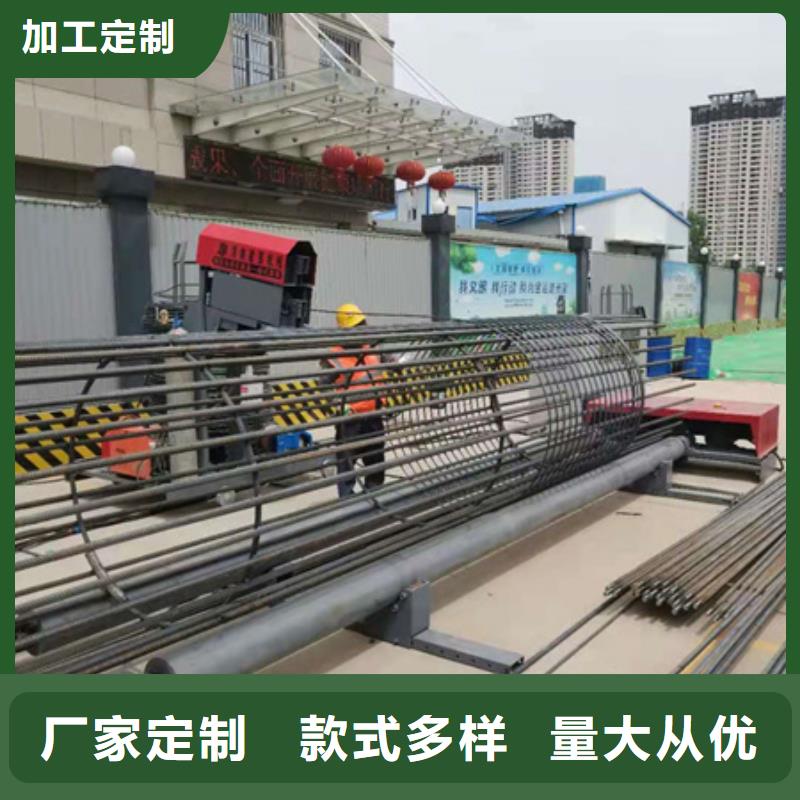
| 設(shè)備名稱 | 鋼筋籠繞筋機(jī) |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機(jī)重量 | 3500KG |
| 安裝尺寸 | 16*5M |
| 范圍 | 鋼筋籠繞絲機(jī)供應(yīng)范圍覆蓋遼寧省、沈陽市、大連市、鞍山市、撫順市、本溪市、丹東市、錦州市、營口市、阜新市、遼陽市、盤錦市、鐵嶺市、朝陽市、葫蘆島市 銀州區(qū)、西豐縣、昌圖縣、調(diào)兵山市、開原市等區(qū)域。 |
發(fā)貨及時(shí)")
鋼筋籠滾焊機(jī)加工鋼筋籠的精度保障:由于鋼筋籠對于箍筋之間的間距精度要求非常高 所以一般的傳統(tǒng)制作鋼筋籠方式很難滿足現(xiàn)代化施工要求。而河南建貿(mào)生產(chǎn)的數(shù)控鋼筋籠滾焊機(jī),是在工業(yè)PLC上設(shè)定間距參數(shù),由PLC控制行走于旋轉(zhuǎn)變頻電機(jī)的轉(zhuǎn)速。從而有效保證其加工出來的產(chǎn)品質(zhì)量。
4、 由于主筋在其圓周上分布均勻,多個(gè)鋼筋籠搭接時(shí)很方便,節(jié)省了吊裝時(shí)間。
5、 機(jī)械化加工鋼筋籠,在質(zhì)量控制方面得到了保障。
鋼筋籠繞筋機(jī)在使用之前是會進(jìn)行一個(gè)的檢查的,看看線路是否處于鏈接的狀態(tài)、螺母在使用的時(shí)候有沒有出現(xiàn)問題等一些基本的情況,因?yàn)橛泻芏鄦栴}的出現(xiàn)都是因?yàn)槲覀冊谄綍r(shí)的時(shí)候?qū)τ谝恍c(diǎn)沒有觀察到;還有就是每隔2個(gè)月,我們就要記得檢查一下各個(gè)部分的潤滑情況,看看這些有沒有出現(xiàn)問題,還有就是有一些地方是每天都需要進(jìn)行潤滑的,這一點(diǎn)希望大家能夠記住;要記得對機(jī)器的灰塵進(jìn)行一個(gè)處理,以保證電氣柜里面的干凈,這樣就不會出現(xiàn)因?yàn)榛覊m而引發(fā)的線路發(fā)生短路的情況了。
建貿(mào)機(jī)械設(shè)備有限公司 鐵嶺鋼筋籠繞絲機(jī)發(fā)貨及時(shí)
發(fā)貨及時(shí)")
發(fā)貨及時(shí)")
鋼筋籠繞筋機(jī)的加工特性:
1、加工速度快:正常情況下備料及滾焊部分5人一班,分二班作業(yè),10個(gè)人 就可以加工出20多個(gè)12米長成品的籠子(備料、滾焊、加強(qiáng)筋安裝、探測管安裝、導(dǎo)向墊塊安裝等),工作效率非常高。
2、加工質(zhì)量穩(wěn)定可靠:由于采用的是數(shù)控機(jī)械化作業(yè),主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產(chǎn)品質(zhì)量完全達(dá)到規(guī)范要求。在實(shí)際中手工生產(chǎn)鋼筋籠時(shí)工程監(jiān)理幾乎每天都到加工現(xiàn)場進(jìn)行檢查,而使用機(jī)械加工后,監(jiān)理對機(jī)械化加工的鋼筋籠基本實(shí)行了“不用檢查”。
3、 箍筋拉緊不需搭接,較之手工作業(yè)節(jié)省材料1.5%,降低了施工成本。
操作:鋼筋籠全長9米時(shí)一般用兩根過渡箍,纏繞筋起點(diǎn)位置為前端,在前端外套入一個(gè)過渡箍,避免在纏繞區(qū)內(nèi)。末端在鋼筋籠尾部膠輥靠前面位置套入一個(gè)過渡箍,當(dāng)纏繞筋工作到附近時(shí),用手掌推動過渡箍向后移動,(注意:不能用手抓過渡箍,此時(shí)過渡箍是旋轉(zhuǎn)狀態(tài),容易對人造成傷害。)直止過渡箍退出鋼筋籠。前端過渡箍也可如此。鋼筋籠12米以上,或者單節(jié)鋼筋籠較重時(shí),骨架中間加焊1、2圈纏繞筋替代第三個(gè)過渡箍。或直接中間開始繞筋,另半截籠前面向中間纏繞連接完成。所以三個(gè)過渡箍的中間一個(gè)箍應(yīng)置放在中間靠后面的地方,借以減少沖擊振動。退出輥輪并過渡到后面輥輪的方法--將過渡箍向后面推壓,讓過渡箍順膠輥旋轉(zhuǎn)到上面直到全部退出。準(zhǔn)備臺架;若采用骨架直接滾進(jìn)輥輪內(nèi)檔(小型鋼筋籠),骨架制作臺架高度與設(shè)備同高。機(jī)器上骨架制作過程;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩輥輪上,將一根主筋抬放于輥輪長度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。焊完一節(jié)主、箍筋,低速轉(zhuǎn)動膠輥,抬二根主筋準(zhǔn)備焊接。此時(shí)按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時(shí),待二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,鐵嶺鋼筋籠繞筋機(jī)可將骨架旋轉(zhuǎn)在對面位置或錯(cuò)開幾根位置后再開始分度焊接,后補(bǔ)齊焊完全部主筋。
發(fā)貨及時(shí)")
機(jī)械設(shè)備(鐵嶺市分公司)名片")