


以下是:安徽省六安市黑龍江愛輝54*2.0聲測管廠家的產品參數
產品價格 3.00/米 發貨期限 1 供貨總量 800000 運費說明 送貨 小起訂 1 質量等級 1級 是否廠家 是 產品材質 Q195 產品品牌 鑫億呈 產品規格 50/54/57 發貨城市 河北 產品產地 河北 加工定制 深加工 產品型號 50-54-57 可售賣地 全國 產品重量 4公斤 產品顏色 黑色 質保時間 5年 外形尺寸 圓形 適用領域 橋梁,樁基 是否進口 否 質量認證 已認證 產品功率 500 工作溫度 25 范圍 黑龍江愛輝54*2.0聲測管供應范圍覆蓋安徽省、合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 金安區、裕安區、壽縣、霍邱縣、舒城縣、金寨縣、霍山縣等區域。 黑龍江愛輝54*2.0聲測管廠家,鑫億呈鋼管(六安市分公司)xyc11633-3為您提供黑龍江愛輝54*2.0聲測管廠家產品案例,聯系人:劉經理,供應服務范圍覆蓋:安徽省、合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 金安區、裕安區、壽縣、霍邱縣、舒城縣、金寨縣、霍山縣。 安徽省,六安市 六(lù)安市,別稱“皋城”、“皖西”,安徽省轄地級市,位于安徽省西部,大別山北麓,長江三角洲西翼,毗鄰省會合肥市,地勢西南高峻,東北低平,呈梯形分布,屬于北亞熱帶向暖溫帶轉換的過渡帶,總面積15451.2平方千米。截至2023年2月,全市轄3個區、4個縣。截至2022年底,六安市常住人口437.9萬人。
我們的黑龍江愛輝54*2.0聲測管廠家視頻將帶您走進產品的生產線,讓您親眼見證產品的每一個制作環節和工藝細節。
以下是:安徽六安黑龍江愛輝54*2.0聲測管廠家的圖文介紹
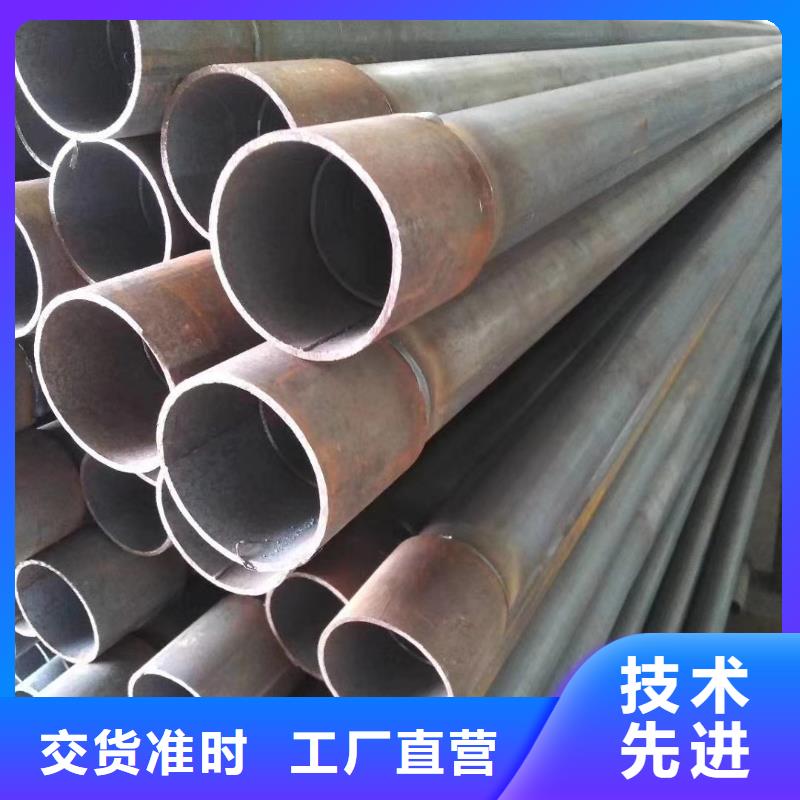
安徽六安聲測管作為樁基檢測的重要通道,可以說是與酸堿性環境接觸非常頻繁的一種產品,既然如此,那么安徽六安聲測管是否需要防腐處理呢?下面就這個問題做一下解釋。一:安徽六安聲測管的原材料安徽六安聲測管的原材料主要是高頻薄壁焊管,此種鋼管的材質主要是Q195,此種材質此普通的Q235強度低,此種材質也不太容易生效,價格非常便宜,被大量的用到建筑、橋梁、公路建設等方面。因此安徽六安聲測管一般不需要做防腐處理。二:安徽六安聲測管主要作為檢測通道從安徽六安聲測管的作用分析,僅是作為樁基深度檢測的通道,只要通道暢通就可以,就不會對于樁基深度的準確性有所影響,因此只要是成本上是越實惠越好,因此在安徽六安聲測管的成形過程中不會進行防腐處理。
安徽六安鑫億呈鋼管有限公司位于新華區 ,是一家專業從事 聲測管,注漿管,冷卻管,沉降板等產品的生產廠家,還生產各種規格安徽六安品種多樣。我廠擁有一支高素質的的研發團隊,擁有國內優良的生產技術,通過引進國內外較先進的生產設備,在制作工藝和環節上精益求精,使產品從設計到制造無誤。
公司生產的產品在很多行業有著廣泛應用。在市場發展中,我們將不斷努力,不斷創新,開發出品質的產品,從而以優良的產品、無微不至的服務,回饋我們的客戶!
安徽六安聲測管加工中如何處理管體外表?1、基礎,對安徽六安聲測管進行目測檢驗,如焊縫是否有漏焊,焊穿,焊點深淺不均勻,偏離接縫太遠,局部凹陷,對接不齊,是否有較深劃痕,碰傷,嚴重變形等在本工序無法補救的缺陷,如果有上述缺陷應返回上道工序修整,如果無上述缺陷,進入打磨工序。2、粗磨,用砂帶在三面上往返磨削安徽六安聲測管,去掉工件焊接留下的焊點,以及在上步工序出現的碰傷,達到焊口圓角初步成型,水平面和垂直面基本無大劃痕,無碰傷,經此步工序后安徽六安聲測管的粗糙度應能達到R0.8mm。3、半精磨,用砂帶按照前面往返磨削工件的方法中磨安徽六安聲測管的三面,主要是對前面工序出現的接縫進行修正以及對粗磨后產生的印痕進行進一步的細磨,對前面工序留下的印痕要反復磨削,達到工件表面無劃痕,基本變亮,本工序表面粗糙度應能達到R0.4mm。4、精磨,用砂帶主要是對前步工序出現的細小紋線的修正磨削,磨削方法與上同。本工序要達到的目標是磨削部分與安徽六安聲測管未磨削部分的接縫基本消失,工件表面進一步光亮,通過本工序磨削后的安徽六安聲測管要基本接近鏡面效果,工件表面粗糙度應能達到R0.1mm。
安徽六安聲測管對焊接質量有哪些要求:分析安徽六安聲測管廠家在生產中對焊接質量有什么要求:1 輸入熱量因為焊接工藝的主要參數之一,即焊接電流(或焊接溫度)難以測量,所以用輸入熱量來代替,而輸入熱量又可用振蕩器輸出功率來表示:N = Ep·Ip式中 N——輸出功率,kW;Ep——屏壓,kV;Ip——屏流,A〔1〕當振蕩器、感應器和阻抗器確定后,振蕩管槽路、輸出變壓器、感應器的效率也就確定了,輸入功率的變化同輸入熱量的變化大致是成比例的。當輸入熱量不足時,被加熱邊緣達不到焊接溫度,仍保持固態組織而焊不上,形成焊合裂縫;當輸入熱量大時,被加熱邊緣超過焊接溫度易產生過熱,甚至過燒,受力后產生開裂;當輸入熱量過大時,焊接溫度過高,使焊縫擊穿,造成熔化金屬飛濺,形成孔洞。熔化焊接溫度一般在1350~1400℃為宜。安徽六安聲測管廠家在生產中對焊接質量有什么要求?2 焊接壓力焊接壓力是焊接工藝的主要參數之一,管坯的兩邊緣加熱到焊接溫度后,在擠壓力作用下形成共同的金屬晶粒即相互結晶而產生焊接。焊接壓力的大小影響著焊縫的強度和韌性。若所施加的焊接壓力小,使金屬焊接邊緣不能充分壓合,焊縫中殘留的非金屬夾雜物因壓力小不易排出,焊縫強度降低,受力后易開裂;壓力過大時,達到焊接溫度的金屬大部分被擠出,不但降低焊縫強度,而且產生內外毛刺過大或搭焊等缺陷。因此應根據不同的品種規格在實際中求得與之相適應的焊接壓力。根據實踐經驗單位焊接壓力一般為20~40MPa。由于安徽六安聲測管管坯寬度及厚度可能存在的公差,以及焊接溫度和焊接速度的波動,都有可能涉及到焊接擠壓力的變化。焊接擠壓量一般通過調整擠壓輥之間的距離進行控制,也可以用擠壓輥前后管筒周差來控制。3 焊接速度焊接速度也是焊接工藝主要參數之一,它與加熱制度、焊縫變形速度以及相互結晶速度有關。在安徽六安聲測管廠家時,焊接質量隨焊接速度的加快而提高。這是因為加熱時間的縮短使邊緣加熱區寬度變窄,縮短了形成金屬氧化物的時間,如果焊接速度降低時,不僅加熱區變寬,而且熔化區寬度隨輸入熱量的變化而變化,形成內毛刺較大。在低速焊時,輸入熱量少使焊接困難,若不符合規定值時易產生缺陷。因此在安徽六安聲測管廠家時,應在機組的機械設備和焊接裝置所允許的速度下,根據不同規格品種選擇合適的焊速。4 開口角開口角是指擠壓輥前管坯兩邊緣的夾角,開口角的大小與燒化過程的穩定性有關,對焊接質量的影響很大。
黑龍江愛輝54*2.0聲測管廠家_鑫億呈鋼管(六安市分公司),聯系人:劉經理,新華區。











