

以下是:內蒙古烏海市#異型鋼管#-質優價廉的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 #異型鋼管#-供應范圍覆蓋內蒙古、呼和浩特市、包頭市、烏海市、赤峰市、通遼市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市等區域。 【亞華】持續拓展產品矩陣,現有通遼無縫鋼管擁有核心技術優勢、阿拉善無縫鋼管產品參數、烏蘭察布無縫鋼管追求細節品質、呼倫貝爾無縫鋼管48小時發貨、包頭無縫鋼管用心做好細節、興安無縫鋼管源頭實體廠商、呼和浩特無縫鋼管保障等,滿足不同場景需求。#異型鋼管#-質優價廉,亞華鋼管(烏海市分公司)為您提供#異型鋼管#-質優價廉的資訊,聯系人:胡經理,電話:【15066480076】、【15066480076】。 內蒙古自治區,烏海市 烏海市,別稱獅城,內蒙古自治區轄地級市,地處黃河上游,東北隔甘德爾山與鄂爾多斯搭界,南與石嘴山市隔河相望,西接阿拉善盟,地處大陸深處,屬于典型的溫帶大陸性氣候,總面積1754平方千米。截至2022年10月,全市轄3個市轄區。截至2022年底,全市常住人口56.02萬人。
我們精心制作的#異型鋼管#-質優價廉產品視頻已經準備就緒,探尋#異型鋼管#-質優價廉產品背后的故事,視頻帶你走進精彩世界!
以下是:內蒙古烏海#異型鋼管#-質優價廉的圖文介紹產品優勢圖
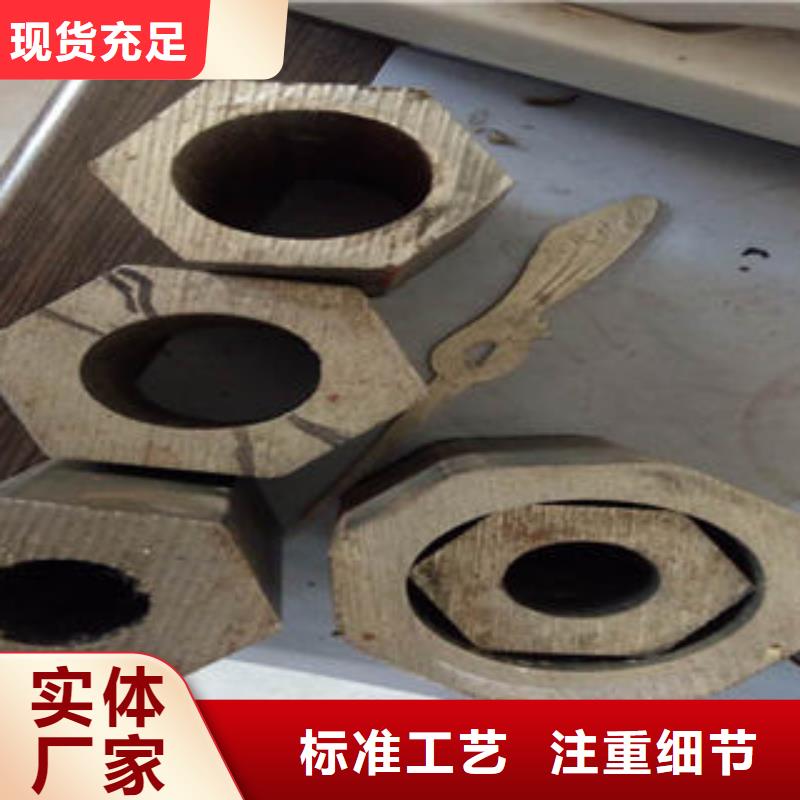
淺析不銹鋼異型管的焊接要點:
(一)不銹鋼異型管焊接時,鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
(二)焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護效果不好。
(三)為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角,填充焊絲與異型管表面夾角應盡可能地小,一般為10°左右。
(四)異型管焊接容易受到風的影響,有時風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
(五)保護氣體一般為二氧化碳氣體,氣體流量以20-25L/min較適宜。(六)采用垂直外特性的電源,直流時采用正極性,焊絲接負極。
(七)為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
(八)焊嘴與異型管間的距離以15-25mm為宜。
(九)對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
(十)采用平特性焊接電源,直流焊接時采用反極性。使用一般的CO2焊機就可以施焊,但送絲輪的壓力請稍調松一些。
(十一)一般在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
(十二)在室外有風的地方進行異型管焊接時,務請采取擋板的措施,而在室內則應采取適當的換氣措施。
控制異型管厚度波動的九點措施:
(一)將乳化液的濃度由2.5%提高到4%左右,增大軋制過程中軋輥與異型管帶鋼有效接觸區的油膜厚度,提高潤滑性能,降低摩察系數,從而降低軋制力,改善厚度波動。
(二)通過添加酸性添加劑,使乳化液pH值控制在5-5.5,使軋制油顆粒度趨于增大,降低乳化液穩定性,使ESI由60%-80%降低到40%-60%,從而提高油水分離效果,改善異型管的潤滑條件。
(三)降低工作輥輥面粗糙度,將輥面粗糙度由0.8-1.0μm減小到0.4-0.6μm。
(四)壓縮軋制道次,減小因加工硬化引起變形抗力增大導致的異型管道次軋制力增大,厚度波動。
(五)將軋機正常生產時乳化液的加熱溫度由50-55 ℃,提高為55-60 ℃,以加快乳化液油滴分子的運動速度,使油滴分子聚集度增大,改善潤滑條件。
異型管過熱缺陷可以分為以下三種:(組織的遺傳:有馬氏體、貝氏體、魏氏體組織的鋼件重新奧氏化時,以慢速加熱到常規的淬火溫度,甚至再低一些,其奧氏體晶粒仍然是的,這種現象稱為組織遺傳性。要組織的遺傳性,可采用中間退火或多次高溫回火處理。
因此在工作中要避免過燒的發生。鋼過燒后性能嚴重惡化,淬火時形成龜裂。過燒組織無法恢復,只能報廢。因此在工作中要避免過燒的發生。氫脆度異型管在富氫中加熱時出現塑性和韌性的現象稱為氫脆。出現氫脆的工件通過除氫處理也能氫脆,采用真空、低氫或惰性加熱可避免氫脆。
(斷口遺傳:有過熱組織的鋼材,重新加熱淬火后,雖能使奧氏體晶粒細化,但有時仍出現顆粒狀斷口。產生斷口遺傳的理論爭議較多,一般認為曾因加熱溫度過高而使MnS之類的雜物溶入奧氏體并富集于晶界,而冷卻時這些夾雜物又會沿晶界析出,受沖擊時易沿奧氏體晶界斷裂。
(一般過熱:加熱溫度過高或在高溫下保溫時間過長,引起奧氏體晶粒粗化稱為過熱。的奧氏體晶粒會鋼的強韌性,脆性轉變溫度升高,淬火時的變形開裂傾向。而過熱的原因是爐溫儀表失控或混料。過熱組織可經退火、正火或多次高溫回火后,在正常情況下重新奧氏化使晶粒細化。
異型管在進行熱處理時,應該注意避免以下五點加熱缺陷等均,未經不得、或利用其它使用上述作品。本異型管在進行熱處理時,應該注意避免以下五點加熱缺站刊登內容,請及時通知本站,予以,謝謝合作。
支撐橢圓鋼管價格大幅反彈的重要因素上周庫存繼續下降,尤其是橢圓鋼管庫存繼續大幅下降,是支撐橢圓鋼管價格大幅反彈的重要因素。據龍川數據平臺統計,截至上周,35個主要市場橢圓鋼管庫存量為338萬噸,28萬噸,減幅為35%。
據龍川數據平臺統計,支撐橢圓鋼管價格大幅反彈的重要因素上周庫存繼續下降,尤其是橢圓鋼管庫存繼續大幅下降,是支撐橢圓鋼管價格大幅反彈的重要因素。據龍川數據平臺統計,截至上周,35個主要市場橢圓鋼管庫存量為338萬噸,28萬噸,減幅為35%。
脫碳鋼在加熱時,表層的碳與介質中的氧、氫、二氧化碳及水蒸氣等發生反應,了表層碳濃度稱為脫碳,脫碳鋼淬火后表面硬度、疲勞強度及耐磨性,而且表面形成狀裂紋。過熱異型管熱處理中,過熱容易奧氏體晶粒的,使機械性能下降。
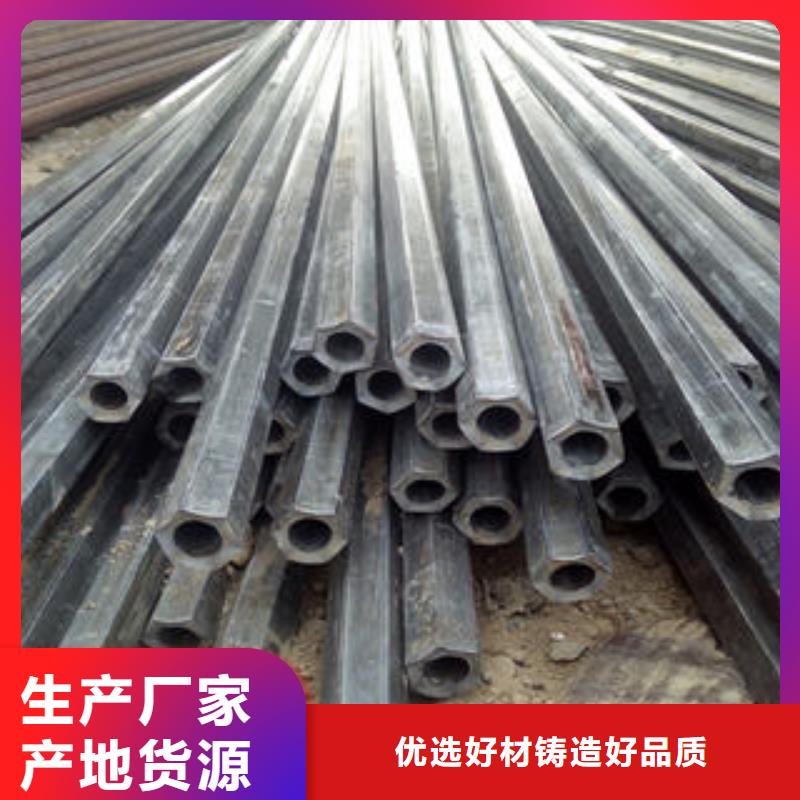
產品案例
公司實力
我們在對異型管進行防腐溶劑的涂裝時,可以采取以下五種方法:
(一)噴涂噴涂是指利用壓縮空氣及噴使涂料霧化的施工方法,其優點是通過噴涂法施工得到的涂層的涂膜厚度均勻、表觀平整、生產效率高。適用于各種涂料和各種異型管,是使用為廣泛的涂裝工藝。
(二)刷涂刷涂是簡單的傳統手工涂裝方法,操作方便、靈活,可涂裝任何形狀的物件,除干性快、流平性較差的涂料外,可適用于各種涂料。刷涂法可使涂料滲透異型管表面的細孔,加強涂膜對金屬的附著力。缺點是勞動強度大、工作效率低、涂布外觀欠佳。
(三)淋涂淋涂是將涂料從噴嘴噴淋至異型管表面,涂料經過自上而下的流淌將表面完全覆蓋后形成涂膜的涂裝工藝工程。淋涂是依靠過量的涂料,經過異型管的表面而形成涂膜。因此所用設備簡單,比較容易實現機械化生產,操作簡便、生產效率高。不過淋涂對溶劑消耗量大,會產生和污染問題。常見的涂膜故障是涂膜不平整或覆蓋的不完整,涂膜厚度不易均勻或過厚、過薄等。
(四)浸涂浸涂是將異型管浸沒在盛有涂料的槽液中,隨即取出,讓多余的涂料滴落回槽液中,或采用機械方法將多余的涂料甩落。浸涂的方式有手工浸涂、離心浸涂和真空浸涂。該法適用于結構復雜的器材或工件,不適用于揮發性涂料,但溶劑損失較大,容易造成空氣污染,涂膜的厚度不易均勻。
(五)刮涂刮涂是使用刮刀對異型管進行涂裝的方法,刮刀可以是木制的、鋼制的、牛角的、橡膠的等。常用于刮鑄造成型的被涂物,也用于粘度較高的液態涂料的涂裝。經過刮涂作業的涂膜,常見缺陷是開裂、脫落、翻卷等,其涂膜的厚度也很難均勻。
內蒙古烏海亞華鋼管有限公司是【無縫鋼管】等產品專業生產加工的廠家,擁有完整、科學的質量管理體系。內蒙古烏海亞華鋼管有限公司的誠信、實力和【無縫鋼管】產品質量獲得業界的認可。
今年在內蒙古烏海市購買#異型鋼管#-質優價廉有了新選擇,亞華鋼管(烏海市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的#異型鋼管#-質優價廉產品。如需購買或咨詢,請隨時聯系我們,聯系人:胡經理-【15066480076】,地址:匯通物流園C區303。










