

以下是:黔東南市榕江縣焊管-買貴可退的產品參數
產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 焊管-買貴可退供應范圍覆蓋貴州省、黔東南市、榕江縣、凱里市、黃平縣、施秉縣、三穗縣、鎮遠縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、從江縣、雷山縣、麻江縣、丹寨縣等區域。 【鑫利峰】為您提供丹寨方管、焊管為品質而生產、黃平方管、焊管售后無憂、劍河方管、焊管實力商家供貨穩定、三穗方管、焊管庫存齊全廠家直供、雷山方管、焊管廠家現貨供應、凱里方管、焊管好貨直供等多元產品與服務。在黔東南市榕江縣采買焊管-買貴可退到鑫利峰特鋼(黔東南市榕江縣分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:盛經理-【18168890003】。 貴州省,黔東南苗族侗族自治州,榕江縣 2022年,榕江縣地區生產總值92.98億元,比2021年增長2.7%。
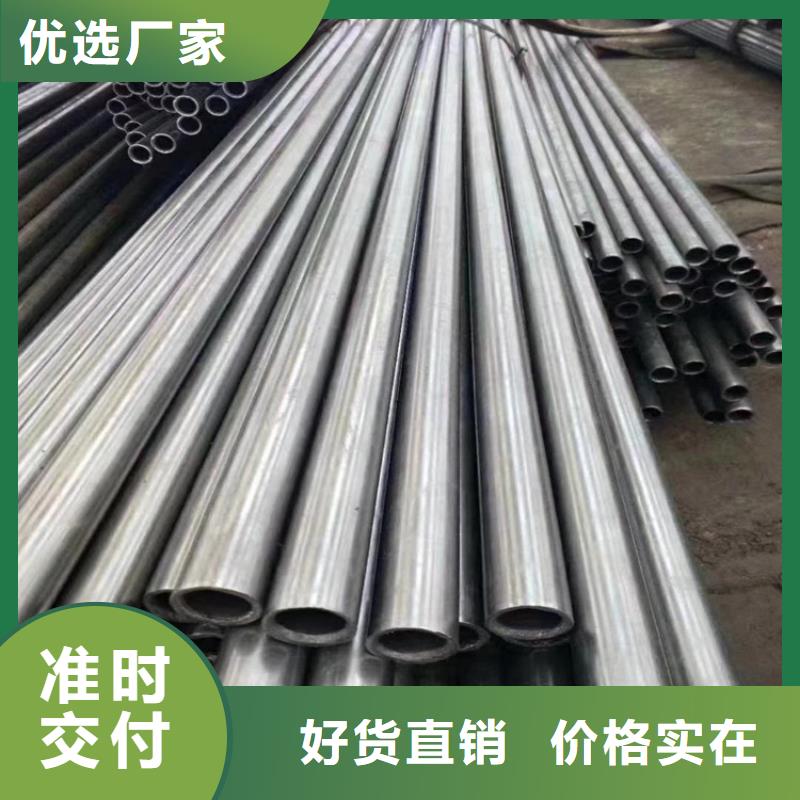
無需長篇大論,觀看焊管-買貴可退視頻,讓你瞬間愛上我們的產品。以下是:黔東南榕江焊管-買貴可退的圖文介紹多年來完成了多個 方管,焊管訂單。敢于承接急項目硬項目,從而實現了客戶滿意,并帶動企業發展的目標。良好的 方管,焊管產品及滿意的服務為公司贏得了更多客戶的信任, 方管,焊管產品銷售各地并不斷承攬大型工程,是一家值得信賴的廠家。 潤吉公司與客戶,攜手共同開拓進取,不斷創新為環保事業做出大的貢獻。讓我們與客戶共同發展、進步。
無錫鑫利峰特鋼有限公司主要生產高精度冷拔、冷軋無縫鋼管,主要材質有20#;45#;16MN;20Cr,40Cr,15CrMo,20CrMo,30CrMo,35CrMo,42CrMo等各種材質的。鋼管規格從φ3×0.4-φ120×12,精度可達±0.025,粗糙度(Ra)可達1.6 - 0.8 - 0.2 。產品具有精密度高、高光潔度,熱處理后鋼管無氧化層,內壁清潔度高,鋼管承受高壓,冷彎不變形,擴口、壓扁無裂縫,能作各種復雜變形及機械加工處理;因此石油鉆桿、汽車傳動軸、軍工、工程機械、鐵路機車、航空航天、船舶、注塑機、壓鑄機、機床、柴油機、石油化工、電站、鍋爐設備等各行各業都需要用到此類鋼管。用于汽缸及液壓缸缸體的精密珩磨管與擠壓管。還可生產各種復雜斷面組合的厚薄精密異型管,內外直齒管、螺旋齒管。以及縱向直徑壁厚尺寸不等的異型管。 產品主要用于轎車、、客車、農業機械、高速列車、航空設備、造船、港口機械、紡織機械、電力、地礦、等多項領域。
焊接鋼管生產廠家臨沂沂南螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊質量的優劣也有決定性的關系,鋼管的質量優劣鑒別方式如下,首先需要查看它的表面是否有結疤的地方,以及其他劃痕或者裂紋的存在,一般光滑的螺旋鋼管是比較好的管材,其次劣質螺旋鋼管的顏色和質量比較好的螺旋鋼管顏色差別很大,劣質的螺旋鋼管都是淡紅色或者生鐵的顏色。
我公司專業生產螺旋鋼管,是河北知名的大口徑螺旋鋼管廠家,我廠生產的螺旋鋼管規格齊全,公司先后引進美國先進的林肯自動焊設備,及生產質量高端的西德JCOE成型技術,專業生產厚壁大口徑直縫雙面埋弧焊生產線4條,先進的德國鋼管生產設備,具有科技含量高,工藝技術先進等特點。可生產直徑Φ10mm-426mm,壁厚1mm-20mm,長度3m-14m,材質20、16Mn、Q235B、合金鋼、不銹鋼等高鋼級鋼管均可制造生產,各種非型號壁厚規格可達到1000余種,日產800余噸;生產周期短,交貨快,執行的*國內標準和美國石油協會API標準。廣泛用于石油、天然氣、鋼結構、熱力發電、輪船制造、基礎打樁等重大工程。
內焊電流為750~800A(焊接速度1.05m/min),外焊前絲電流800~850A,前絲電壓由原來30~32V降低為27~29V,后絲電壓由原來35~36V降低為33~34V。螺旋管涂層涂敷過程中如果涂層厚度不均勻,必然會形成屠夫資料的糟蹋,這是由于保證薄處的涂層厚度到達低規范時,厚的部位的厚度就會較大的大于涂敷規范的厚度。而且涂敷不均的狀況下很簡單形成鋼管薄處的涂層厚度達不到規范的狀況。出產過程中呈現厚度不均的緣由首要有幾處幾口摸出料不均,鋼管曲折。控3PE防腐管道涂層不均的狀況的有用辦法是調整幾口擠出模使幾處的防腐涂層厚度盡可能均勻,不合格鋼管不上線涂敷等辦法策略。螺旋管防腐涂層厚度不均的原因分析涂層外表皺褶:聚乙烯資料擠出纏繞到鋼管上需求硅膠滾的輥壓。 大口徑螺旋管大的特點就是口徑比較大,對于這一規格的鋼管是以鋼卷板為原材料,通過常溫積壓成型,是自動雙絲鋼管焊接工藝焊接而成,9)垛底墊高,若倉庫為向陽的水泥地面,墊高O.1m即可,若為泥地,須墊高O.2-0.5m。
硫裂(硫引起的裂紋),焊接硫偏析帶很強的板材(特別是軟沸騰鋼)時硫偏析帶中的硫化物進入焊縫金屬而產生的裂紋。其原因是在硫偏析帶中含有低熔點的硫化鐵和鋼中存在氫。此工序對油氣長輸管道鋼管的生產尤為重要,螺旋鋼管廠一般采用模塊徑向擴張機械擴徑,為了保證擴徑時鋼管材質能夠達到充分塑性變形而又不產生過量拉伸。擴徑率應控缺在0.3%左右,為了控制擴徑回彈,保證鋼管擴徑后的圓度,實際生產中應以擴徑后的鋼_直徑來確定擴徑機主油缸的擴徑行程,新型的導板采用形伸縮結構,輕便靈活,幾條導板的長度可以分別調整,以適應不同帶鋼寬度和成型自的調整尺寸要求。導板的頭部加工成與遞送輥形狀一致的弧形,其安裝位置可以深人到遞輥的出口之中。
焊接工藝:從焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊管不可避免地會有很多的丁字焊縫,因此存在焊接缺陷的機owuhdhtgtegg率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。而且,根據埋弧焊的工藝規定,每條焊縫均應有引弧處和熄弧處,但每根直縫焊管在焊接環縫時,無法達到該條件,由此在熄弧處可能有較多的焊接缺陷。
螺旋鋼管原材料為帶鋼或卷板都屬于熱軋板。熱軋板,即熱軋鋼軋鋼板或鋼帶,俗稱熱板,通常也會把軋寫成扎字,如熱扎板,但都是指的同一種熱軋板。指寬度大于或等于600mm,厚度為0.35-200mm的鋼板和厚度為1.2-25mm的鋼帶。1、涂油打標:在檢查合格的螺旋鋼管進行涂油操作以防腐蝕,并根據客戶的要求進行打標。 2、矯平銑邊:使用壓砧機將原來卷曲的鋼板調平,再通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3、剪切成型:將鋼 板沿外沿螺旋卷曲成管狀。4、對焊切割:采用雙面埋弧焊技術進行預焊接,內焊接,外焊接。將焊接成型的鋼管使用等離子尺切割成規范長度。5. 目視檢查:由專業技術人員對一些基本的參數進行檢查。6、超聲波探傷:對內外焊縫及焊縫兩側母材進行的檢查。7、X射線探傷:對內外焊縫進行 的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。8、打壓試驗:在水壓試驗機上對螺旋鋼管進行逐根檢驗以保證鋼管達到標準要求的試驗壓 力。9、倒棱平頭:將檢驗合格后的螺旋鋼管進行管端加工,達到要求的管端坡口尺寸。10. *檢查:螺旋鋼管再次進行超聲波和X射線探傷以及進行管端磁粉檢驗,檢查是否存在焊接問題及管端缺陷 。
選購焊管-買貴可退來黔東南市榕江縣找鑫利峰特鋼(黔東南市榕江縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:盛經理-【18168890003】,地址:[梁溪區錢皋路168號(國聯金屬材料市場B棟369室)]。









