
以下是:六安市壽縣精密鋼管優選供貨商的產品參數【盛聯】以匠心打造多元場景產品,涵蓋霍邱無縫方矩管貨源直供、金安無縫方矩管批發供應、霍山無縫方矩管質量可靠、舒城無縫方矩管售后服務完善、裕安無縫方矩管廠家直銷規格多樣、金寨無縫方矩管當地貨源等。精密鋼管優選供貨商_盛聯管業(六安市壽縣分公司)lcsslgy461-3,聯系人:潘經理,開發區工業園。 安徽省,六安市,壽縣 2022年,壽縣地區生產總值(GDP)259.9億元,分產業看,產業增加值61.8億元,第二產業增加值73.5億元,第三產業增加值124.6億元。三次產業結構為23.8:28.3:47.9。2022年,壽縣常住居民人均地區生產總值達31143元(折合4630美元)。
產品視頻展示,助您洞悉精密鋼管優選供貨商產品的每一處細節。讓購買決策變得輕松簡單,為您帶來更好的購物體驗。以下是:六安壽縣精密鋼管優選供貨商的圖文介紹
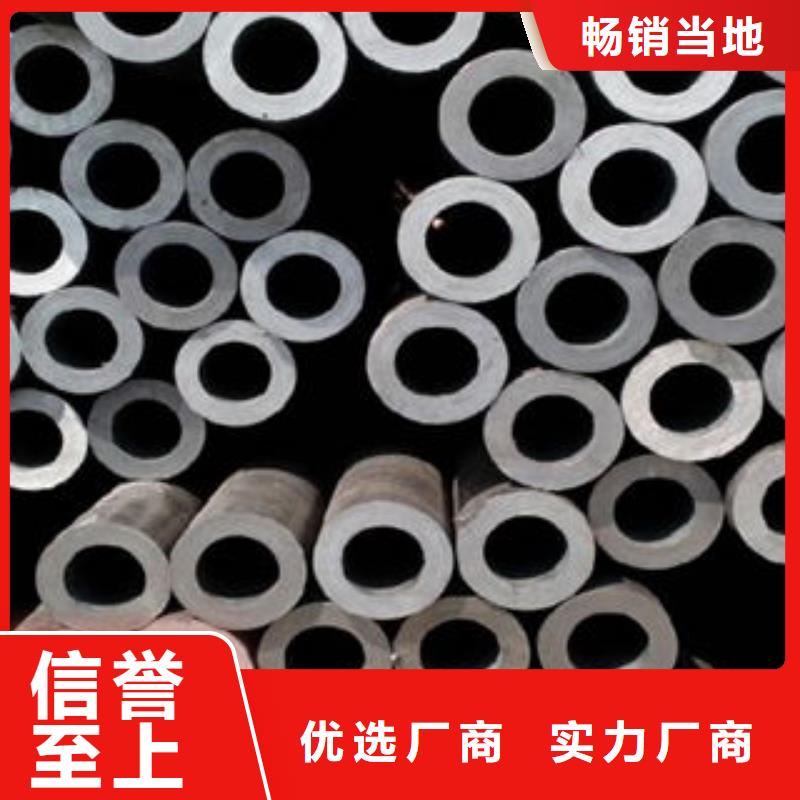
六安壽縣盛聯管業有限公司主要經營銷售: 無縫方矩管,我單位憑借良好的信譽,完善的服務、充足的貨源為您提供每一支優質的產品!本公司鄭重向您承諾:保證以z u i好的質量,以z u i低的價格,z u i完善的售后服務,來答謝新老客戶。
熱軋 圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 精密管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。精密管的規格用外徑*壁厚毫米數表示。精密管分熱軋和冷軋(撥)精密管兩類。熱軋精密管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。冷軋(撥)精密管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋精密管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。 精密管去產能的方式和方法是多樣性的,對于精密管而言要不斷地進行改善廠家的經營理念和各種的市場行情,還要不斷地進行治理產能過剩,這樣的話精密管行業才能夠獲得更好地發展,不然的話精密管行業是不能更好地進行發展的。在治理產能過剩的時候精密管是去產能的主題,要不斷地進行淘汰去產能的力度和各種的市場行情對于精密管去產能的發展是更加的方便的,因此對于廠家而言要不斷地進行技術的創新,政策也是要進行進一步的發展和扶持的。 精密管去產能的為有效的捷徑就是要進一步的進行企業之間的兼并和重組,處理廠家之間的各部分的之間的利益的關系,妥善處理好廠家員工下崗工人的就業和創業問題。目前,整個精密管廠家而言都是有負債的出現的,要好好地進行處理各個方面的利益關系,搞好各個部分的發展的。 精密管是一種比較重要的鋼管類型,在很多的情況下都是能夠用到的,一般而言,精密管在建筑工程中要注意各種的施工,也要注意材料的選擇,一般都是要用到,特別是在鐵路建設,橋梁施工以及廠房和廠子建設中都是能夠用到的。精密管依靠是傳統工藝,依據的是耐力和壓力,還有強大的抗腐蝕和抗酸堿的能力,這樣的話精密管在各種的環境條件下都是可以使用的。
精密無縫鋼管一般常用布氏、洛氏、維氏三種硬度指標來衡量其硬度。在精密無縫鋼管標準中,布氏硬度用途廣,往往以壓痕直徑來表示該材料的硬度,既直觀,又方便。但是對于較硬的或較薄的鋼材的鋼管不適用。精密無縫鋼管洛氏硬度試驗同布氏硬度試驗一樣,都是壓痕試驗方法。不同的是,它是測量壓痕的深度。洛氏硬度試驗是目前應用很廣的方法,其中HRC在鋼管標準中使用僅次于布氏硬度HB。洛氏硬度可適用于測定由極軟到極硬的金屬材料,它彌補了布氏法的不是,較布氏法簡便,可直接從硬度機的表盤讀出硬度值。但是,由于其壓痕小,故硬度值不如布氏法準確。精密無縫鋼管維氏硬度試驗也是一種壓痕試驗方法,可用于測定很薄的金屬材料和表面層硬度。它具有布氏、洛氏法的主要優點,而克服了它們的基本缺點,但不如洛氏法簡便,維氏法在鋼管標準中很少用。 不銹鋼的硬度檢測要考慮到它的力學性能,這關系到以不銹鋼為原料而進行的變形、沖壓、切削等加工的性能和質量。因此,所有的精密無縫鋼管要進行力學性能測試。力學性能測試方法主要分兩類,一類是拉伸試驗,一類是硬度試驗。 拉伸試驗是將精密無縫鋼管制成試樣,在拉伸試驗機上將試樣拉至斷裂,然后測定一項或幾項力學性能,通常僅測定抗拉強度、屈服強度、斷后伸長率和斷面收縮率。拉伸試驗是金屬材料基本的力學性能試驗方法,幾乎所有的金屬材料,只要對力學性能有要求,都規定了拉伸試驗。特別是那些形狀不便于進行硬度試驗的材料,拉伸試驗成為的力學性能檢測手段。 硬度試驗是將一個硬質壓頭按規定條件緩慢壓入試樣表面、然后測試壓痕深度或尺寸,以此確定材料硬度的大小。硬度試驗是材料力學性能試驗中簡單、迅速、易于實施的方法。硬度試驗是非破壞性的,材料硬度值與抗拉強度值之間有近似的換算關系。材料的硬度值可以換算成抗拉強度值,這一點具有很大的實用意義。 由于拉伸試驗不便于測試,并且由硬度換算到強度很方便,因此人們越來越多地只測試材料硬度而較少測試其強度。特別是由于硬度計制造技術的不斷進步和推陳出新,一些原來無法直接測試硬度的材料,如精密無縫鋼管、不銹鋼板和不銹鋼帶等,現在都已經可能直接測試硬度了。所以,存在一個硬度試驗逐漸代替拉伸試驗的趨勢。
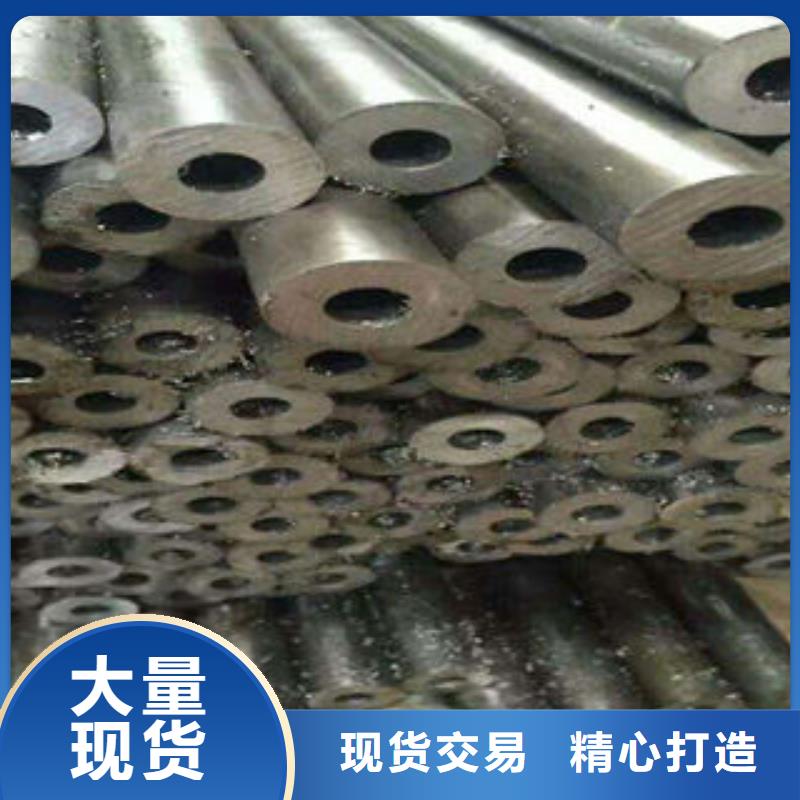
精密小口徑光亮管冷卻注意事項:小口徑精密鋼管的過冷奧氏體非常穩定,具有很髙的淬透性,即使空冷也能得到馬氏體組織,但空冷則會造成刀具外表的氧化,并有可能析出共析碳化物,因此盡可能的不采用空冷。 對于較大和復雜的不銹鋼管,為減少變形和開裂,淬火時可進行預冷處理,但應控制時間,一般根據不銹鋼管的形狀等控制在幾秒到幾十秒,前提是不能析出二次碳化物而降低刀具的硬度和紅硬性等,冷拔無縫鋼管另外不允許發生腐蝕麻點等。 分級淬火溫度應不超過650°C,以防止大棚鋼管發生珠光體的小口徑吹氧管廠轉變和析出碳化物。小口徑精密光亮管廠 考慮到下貝氏體的轉變溫度為320~250°C,其轉變快的溫度在260~30CTC,因此生產中采260~280°C等溫2~4h由于等溫淬火后的剩余精密鋼管奧氏體溫度較多而且穩定,故應進行四次回火。 規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋管外徑5~200mm。壁厚2.5~12mm。 外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差。 鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。 冷拔或冷軋精密 P91精密鋼管《表面質量》參照GB3639-83。 精密鋼管是用實心管坯經穿孔后軋制的,按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。 精密鋼管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。后經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產精密鋼管是較先進的方法。 若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
選購精密鋼管優選供貨商來六安市壽縣找盛聯管業(六安市壽縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:潘經理,地址:[開發區工業園]。









