

以下是:質量優的球墨鑄鐵管廠家的產品參數
范圍 供應范圍覆蓋湖南省 湘西市 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、永州市、郴州市 瀘溪縣、鳳凰縣、花垣縣、保靖縣、古丈縣、永順縣、龍山縣等區域。 質量優的球墨鑄鐵管廠家,健暉鑄造(湘西市分公司)為您提供質量優的球墨鑄鐵管廠家,聯系人:李經理,請聯系健暉鑄造(湘西市分公司),發貨地:開發區鋼管城。 湖南省,湘西土家族苗族自治州 湘西土家族苗族自治州位于湖南省西北部,地處湘鄂黔渝四省市交界處。1952年8月成立湘西苗族自治區,1955年改為湘西苗族自治州,1957年9月成立湘西土家族苗族自治州。現轄7縣1市,國土面積1.55萬平方公里,是典型的“老、少、邊、山、庫、窮”地區,是西部大開發、武陵山片區區域發展與扶貧攻堅先行先試地區,是湖南省的少數民族自治州、省湘西地區開發重點地區和扶貧攻堅主戰場。
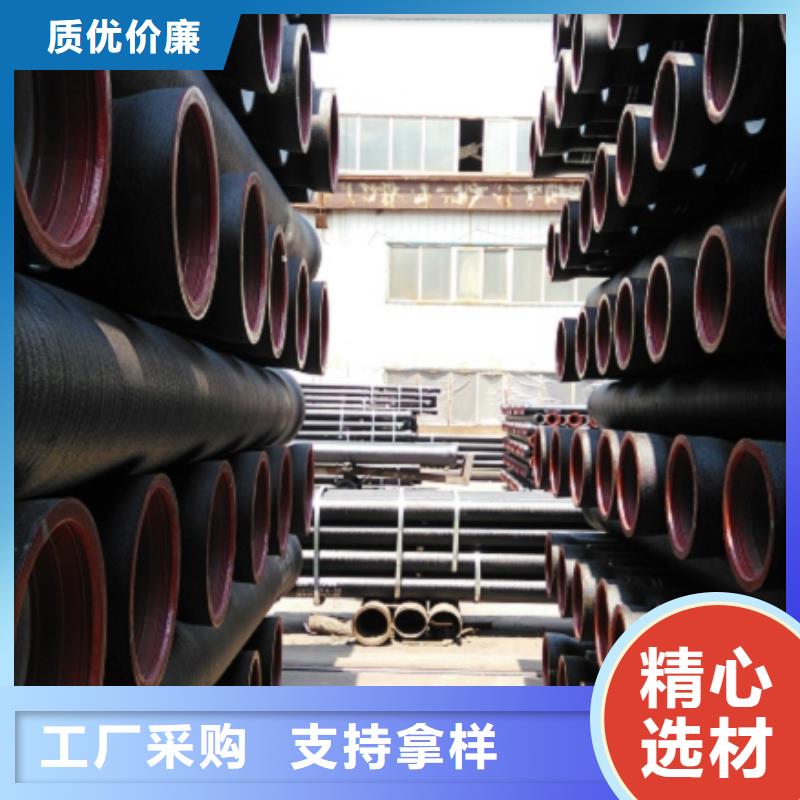
我們的現場實拍視頻將帶您走進質量優的球墨鑄鐵管廠家產品的世界,產品視頻細節之美一覽無余!以下是:質量優的球墨鑄鐵管廠家的圖文介紹
熱模法離心球墨鑄鐵管由于鐵液的凝固速度較慢,鑄態組織中沒有共晶滲碳體,伸長率為3%——7%。為提高伸長率,仍需對球墨鑄鐵管進行低溫退火處理。 經低溫退火后組織中大部分珠光體分解為鐵素體,鐵素體的體積分數達到90%以上,具有較高伸長率。 鈦是強烈的球化干擾元素。鈦在球墨鑄鐵管中使球狀石墨發生畸變,球化率降低,嚴重地影響力學性能,一般要求含量低于0.04%。 鉛強烈的阻礙球狀石墨的形成。當鉛含量超過0.009%時,會使片狀石墨數量顯著地增加,而球狀石墨數量迅速下降,球墨鑄鐵管中全部石墨變為片狀。 當球墨鑄鐵管中鈦含量為0.04%鉛的反球化作用甚至在鉛含量為0.004%時也會顯示出來。在厚壁球墨鑄鐵件,鉛的有害作用特別強烈。 當鉍含量超過0.003%時,會使片狀石墨數量急劇增加,球墨鑄鐵的力學性能顯著變壞。當鉍含量超過0.005%,可全部阻止球狀石墨的形成。 在緩慢的冷卻條件下和存在一定量的鈦時,即鈦含量在0.001%——0.002%也會出現片狀石墨。近期試驗證明,少量鉍與稀土復合作孕育劑時,由于具有十分強烈的增加石墨數量的能力,而改善球狀石墨形態。 和鋁均為球化干擾元素,其含量低時對球化影響不大,一般要求和鋁均小于0.02%。 為了保證球化質量的穩定性,要求鐵液中總干擾元素含量小于0.1%。 1、瀝青漆涂層:瀝青漆涂層是用于輸送燃氣的管道。噴漆前對管子進行預熱可以提高瀝青漆的附著力加速干燥。 2、水泥砂漿內襯+特俗涂層:這種內防腐措施適用于輸送污水的管道,也可以提高內襯的抗腐蝕能力。 3、環氧煤瀝青涂層:環氧煤瀝青涂層既適用于燃氣管道,也適用于污水管道。它是一種雙組分涂層該涂層具有較高的附著力和非常光滑的表面。 4、環氧陶瓷內襯:環氧陶瓷內襯適用于污水管道和燃氣管道,但是由于制造工藝難度大,成本高, 所以在使用上有一定的局限性。環氧陶瓷內襯具有很高的附著力和光潔度,是一種極好的防腐蝕涂層。 5. 鋁酸鹽水泥涂層和硫酸鹽水泥涂層 :這兩種特殊水泥涂層均適用于污水管道用球墨鑄鐵管的內防腐提高抵抗污水中酸堿成分的侵蝕能力。 6. 聚氨酯涂層:是一種特殊涂層,一種次涂。 球墨鑄鐵管廠家經常使用的金屬液運輸設備包括起重機,地面軌道車,葫蘆,抬包干等。 (1)檢查起重機各個方向的行走是否靈敏,剎車裝置是否可靠。急保險裝置是否可靠。澆鑄大型球墨鑄鐵管件時,應檢查起重機能否到達邊角位置的澆注口,否則需改變鑄型放置位置或采取其他措施。 (2)檢查地面軌道車的行車軌道上及兩側有無雜物,試推軌道車檢查行車情況。 (3)檢查手拉葫蘆上下運動是否正常。 (4)檢查抬包干,要求臺包干平直,兩端平滑,抬包干中間有澆包定位塊,以免澆包打滑傷人。
由于球墨鑄鐵管的生產過程中型砂的需求量很大,每生產1噸的鑄件需要5噸的型砂。在砂處理過程中,裝卸頻繁,運輸量大,還伴隨著產生大量的粉塵和有害氣體,高溫輻射也很嚴重。 對這一工序采用手工操作難以適應,應盡量采用機械設備并進行除塵。目前我廠使用樹脂砂,員工的操作環境得到了顯著改善。同時也凈化了周邊環境。 立式離心鑄造時,鑄型繞垂直軸旋轉,此工藝主要用來生產高度小于直徑的圓環形球墨鑄鐵管管件。 臥式離心鑄造時,鑄型繞水平軸旋轉,主要用來生產長度大于直徑的套筒,管類鑄件。 有時在生產壁澆薄,細長的球墨鑄鐵管管件時,鑄型的旋轉軸與水平線呈3度——5度的夾角,這是為了使金屬液能很好地均勻的分布于整個鑄型長度上,這也屬于臥式離心鑄造范疇 根據標準,球墨鑄鐵管可按管徑與管的對接形式進行分類。按球墨鑄鐵管的管徑可分為40mm,50mm,60mm,65mm,80mm,100mm,125mm,150mm,200mm,250mm,300mm,350mm,400mm,450mm,500mm,600mm,700mm,800mm,900mm,1000mm,1100mm,1200mm,1400mm,1500mm,1600mm,1800mm,2000mm,2200mm,2400mm及2600mm共30種。(用于輸送氣體的球墨鑄鐵管為管徑不大于700mm的球墨鑄鐵管)。 實際上由于技術問題,上還沒有可以生產40-65mm四種小的球墨鑄鐵管。球墨鑄鐵管按管口的對接形式可分為滑入式(T型),機械式(K型,N型S型)和法蘭式三類接口形式。法蘭式又可分為離心鑄造焊接法蘭管,螺紋連接法蘭管以及整體鑄造法蘭管。 筆者認為,管子接口不同,對離心工藝無多大影響。但在金屬管模及芯盒與制芯上予以注意。 首先何為球墨鑄鐵管的公稱直徑? 公稱通徑DN 是管路系統中所有管路附件用數字表示的尺寸,以區別用螺紋或外徑表示的那些零件。公稱通徑是用作參考的經過圓整的數字,與加工尺寸數值上不完全等同。 公稱通徑是用字母“DN”后緊跟一個數字標志。如公稱通徑250mm應標志為DN250。 再者何為球墨鑄鐵管的公稱壓力? 公稱壓力PN 是一個用數字表示的與壓力有關的標示代號,是供參考用的方便的圓整數。同一公稱壓力PN值所標示的同一公稱通徑!“ 的所有管路附件具有與端部連接型式相適應的同一連接尺寸。 在我國和上對于球墨鑄鐵管的公稱壓力和公稱直徑又有何硬性規定呢? 在我國,涉及公稱壓力時,為了明確起見,通常給出計量單位,以“MPA”表示。在英、美等中,盡管目前在有關標準中已列入了公稱壓力的概念,但實際使用中仍采用英制單位Class。由于公稱壓力和壓力級的溫度基準不同,因此兩者沒有嚴格的對應關系。兩者間大致的對應關系參見表。 日本標準中有一種“K”級制,例如10K、20K、40K等。這種壓力級的概念與英制單位中的壓力級制相同,但計量單位采用米制。
湖南湘西健暉鑄造有限公司始終秉承“一言九鼎,重如泰山的經營理念,以“求新、開拓、合作、共贏為企業價值觀,以“忠誠、團結、自強、自律為員工價值觀,志存高遠、腳踏實地,為了成為技術過硬的 球墨鑄鐵管制造商而砥礪奮進!
轉包球化處理工藝與其他方法相比顯示出明顯的技術經濟特點:以工業純鎂做球化劑,大大降低球化劑的加入量,同時純鎂價格要比各種鎂合金價格便宜(指同樣的加鎂量),從而降低了球化成本;鐵液脫硫和球化在同一工序中進行,原鐵液的含硫質量分數允許達0.2%;處理后的渣子少,MgS密度小 很易浮出鐵液面扒去,提高了鐵液純凈度;處理后殘硫含量低,其質量分數一般在0.008%左右;以純鎂做球化劑不會增加鐵液中的含硅量,解決了其他方法造成的終硅量高、和不得不限制回爐料回用的問題;處理過程鐵液溫度損失小,一般在40—50C;生產率高,每小時可處理6—10包次。生產實踐表明,半年的正常使用,就可收回轉包的固定投資 此種方法主要用在各種離心鑄管的生產上。根據管徑大小及管子長度,即拔取力的選擇不同機構,但原理是相同的。即拔管裝置移動進入管子中一段距離,漲開鉗頭,撐住管子,然后在拔管裝置后退時依靠鉗頭與管子之間的摩擦力把管子取出。 小型拔管鉗是用于多工位離心機生產長3m、管徑從$50mm—$150mm的拔管鉗結構。它主要由拉桿6、后座5、板簧4、軸3、鉗頭2及支撐桿1組成。 當裝置進入凝固的管子后,氣缸拉動拉桿6,拉桿再拉動軸3和支撐桿1。后座不動,鉗頭和板簧相連不能后退,但可隨著支撐桿的斜面外漲。隨著支撐桿的后退,三塊均布的鉗頭漲出,撐緊鑄管。拔管車在驅動裝置作用下,拔管鉗4隨拔管車2整體向后移動,實現把鑄管從金屬型中取出。 球墨鑄鐵管具有良好的抗外壓性,可以降低管床和保護層制作的要求,使管道鋪設既經濟又可靠;另外,外噴鋅、噴瀝青漆、內襯水泥等措施保證了鑄管的內、外抗腐蝕性。 球墨鑄造廠的噴鋅質量符合ISO8179的規定,每平方米的管道小噴鋅量為130g,瀝青漆的厚度不低于70μm,水泥砂漿內襯質量符合ISO4179的規定,保證砂漿堅固密室、光滑、附著力強。球墨鑄鐵管有哪些功能呢?
選購質量優的球墨鑄鐵管廠家來湖南省湘西市找健暉鑄造(湘西市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理-【15864380828】,地址:[開發區鋼管城]。










