
以下是:涼山市金陽縣鋼板立柱-鋼板立柱本地廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 鋼板立柱-鋼板立柱本地供應范圍覆蓋四川省、涼山市、金陽縣、西昌市、鹽源縣、德昌縣、會理市、會東縣、寧南縣、普格縣、布拖縣、昭覺縣、喜德縣、冕寧縣、越西縣、甘洛縣、美姑縣等區域。 【鑫海達】為您提供會理不銹鋼復合管護欄生產加工、德昌不銹鋼復合管護欄多種規格可選、普格不銹鋼復合管護欄支持貨到付清、甘洛不銹鋼復合管護欄源頭廠源頭貨、寧南不銹鋼復合管護欄用心制造、越西不銹鋼復合管護欄實力派廠家等多元產品與服務。鋼板立柱-鋼板立柱本地廠家,鑫海達金屬制品(涼山市金陽縣分公司)專業從事鋼板立柱-鋼板立柱本地廠家,聯系人:賈殿濤,電話:【13863577835】、【13863577835】,以下是鋼板立柱-鋼板立柱本地廠家的詳細頁面。 四川省,涼山彝族自治州,金陽縣 2016年9月,國務院批復同意新增金陽縣為重點生態功能區。2018年9月25日,獲得商務部“2018年電子商務進農村綜合示范縣”榮譽稱號。2019年,金陽縣地區生產總值(GDP)完成39.23億元,同比增長1.0%。
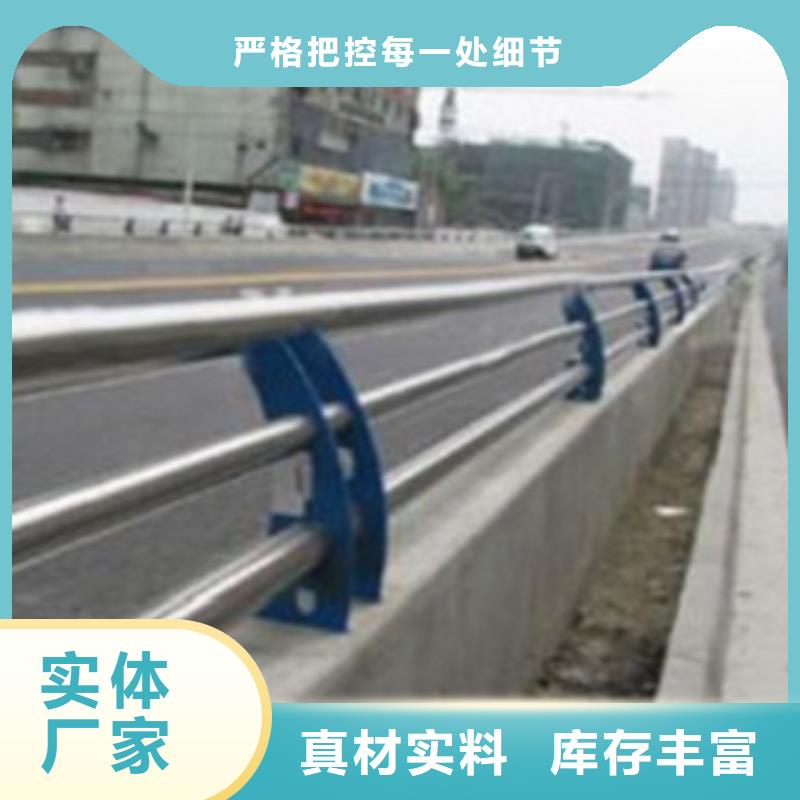
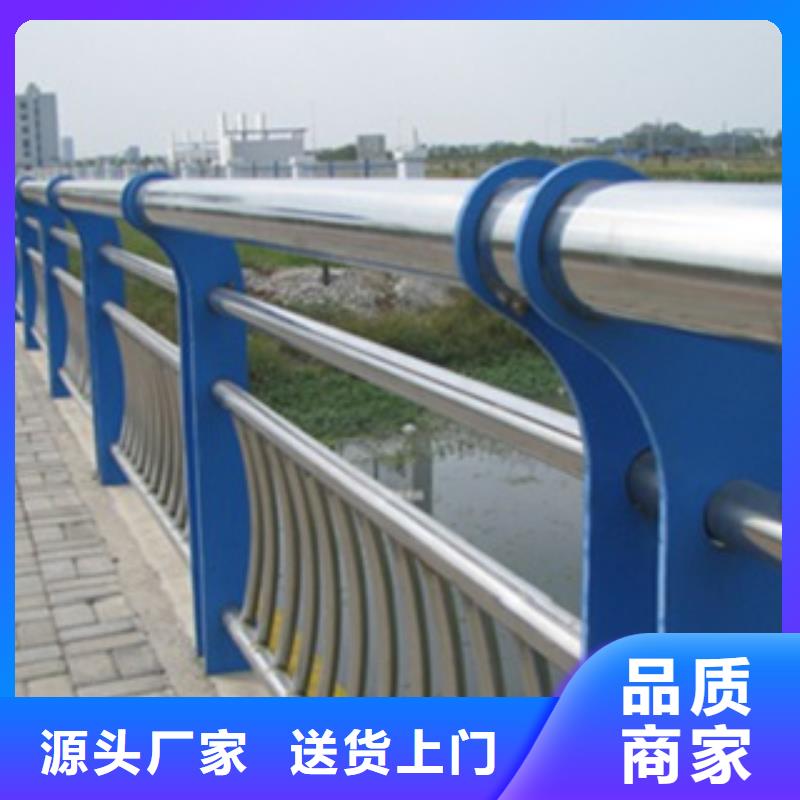
無論您是初次接觸還是已經熟悉,我們的鋼板立柱-鋼板立柱本地廠家產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。以下是:涼山金陽鋼板立柱-鋼板立柱本地廠家的圖文介紹
戚向東說,300立方米的高爐放寬到2010年前淘汰,就是因為目前還淘汰不了這部分產能,而且真的淘汰了,也會造成不銹鋼碳素鋼復合管供應的一個缺口,目前300立方米以下的高爐主要生產建筑用鋼,年產量是9988萬噸。今年上半年中國中型城鎮固定資產投資比去年增長了31%,這正是建筑類用鋼的用武之地。在不銹鋼碳素鋼復合管新政頒布一周年的妙時刻,承認若在2007年前全部淘汰300立方米及以下高爐產能,“不僅地方任務重,壓力大,矛盾集中,而且即使勉強下達,也難以實現”。
這部分產能主要在河北、山西等省,分別占本省煉鐵總能力的46.9%和50.7%,如此大的比重,淘汰難度可想而知。而且從淘汰政策頒布之日起,爭論便不絕于耳,其中的焦點便是300立方米及以下高爐噸該不該算作落后產能。在負責人就1084號文答記者問中,已經明確開列了300立方米及以下高爐噸的五大罪狀,分別是:能源消耗高;資源的極大浪費;環境污染嚴重;生產效率低;不支付環保和資源綜合利用成本。但遼寧的一位民營不銹鋼碳素鋼復合管企業負責人在一次不銹鋼碳素鋼復合管論壇上說,300立方米以下的高爐環保能耗等指標完全可以達到要求的指標,而在各項達標的基礎上僅以產業標準為由來淘汰,缺乏說服力。
業內人士說:“300立方米的高爐利用系數相當不錯,每年生產上千萬噸的窄帶和建筑用鋼,就算淘汰也應該使用市場手段。”而另一些民企企業則認為,這樣的淘汰標準有打壓民企生存空間之嫌。據唐山一位人士介紹,唐山地區市場效益就是300立方米的高爐,投資小、見效快,一般投資在1到2個億,當年投產建成,第二年就可以收回投資,所以民營企業都很熱衷這個爐型。據了解,唐山地區的小不銹鋼碳素鋼復合管廠家為了逃避300立方米的淘汰大限,紛紛改建400立方米的高爐,這樣既可免于淘汰又可利用原來的供料體系。
而按照不銹鋼碳素鋼復合管新政,新建高爐必須要在1000立方米以上,這遠遠超過了一般民營不銹鋼碳素鋼復合管廠家的承受能力,而且原來的供料體系都需要重建。300立方米的淘汰期限已經放寬,1000立方米的起建標準雖然沒有修改,但在很多不銹鋼碳素鋼復合管主產地也在變得缺乏約束力。醞釀差別水、電價:據消息人士透露,開始尋求通過市場的手段如差別電價、水價來對落后產能進行打擊,但目前該辦法遲遲尚未。唐山市不銹鋼碳素鋼復合管行業整頓辦公室的一位人士說:對于不同類型的企業,準備根據不同的能耗和環保情況實施差別電價和水價,用市場的手段進行淘汰,原計劃方案在今年5、6月份就,但是現在還沒有消息。
焊接安裝 :焊接時應根據焊接材料選擇合適的焊接工藝,焊條直徑,焊接電流,焊接速度等,通過焊接工藝試驗驗證。焊前檢查坡口、組裝間隙是否符合要求,定位焊是否牢固,焊縫周圍不得有油污。否則應選擇三氯代乙烯、苯、汽油、中性洗滌劑或其它化學用不銹鋼絲細毛刷進行刷洗,必要時可用角磨機進行打磨,磨出金屬表面后再進行焊接。焊接時構件之間的焊點應牢固,焊縫應飽滿,焊縫金屬表面的焊波應均勻,不得有裂紋、夾渣、焊瘤、燒穿、弧坑和針狀氣孔等缺陷,焊接區不得有飛濺物。
焊渣,用鋼絲輪鋼材表面銹蝕;桿件焊接組裝完成后,對于無明顯凹痕或凸出較大焊珠的焊縫,可直接進行拋光。對于有凹凸渣滓或較大焊珠的焊縫則應用角磨機進行打磨,磨平后再進行拋光。拋光后必須使外觀光潔、平順、無明顯的焊接痕跡。對材料接口縫隙和材料表面缺陷但不影響機械強度,無法用焊接工藝處理的采用環城樹脂膩子彌補。金屬表面油漆及防銹要求:生鐵表面整體冷鍍鋅處理;表面噴2 遍底漆處理,2遍面漆。噴涂厚度均勻,無淋掛、起皺或起色,色澤均勻,與樣板核對一致。成品表面干凈,無砂漿、油污污染。制作工藝技術要求:所有構件下料應保證準確,構件長度允許偏差為1mm。
構件下料前必須檢查是否平直,否則必須矯直。焊接時焊條或焊絲應選用適合于所焊接的材料的品種,且應有出廠合格證。 焊接時構件之問的焊點應牢固,焊縫應飽滿,焊縫表面的焊波應均勻,不得有咬邊、未焊滿、裂紋、渣滓、焊瘤、燒穿、電弧擦傷、弧坑和針狀產氣孔等缺陷,焊接區不得有飛濺物.如有漏焊,必須先焊渣后再進行補充焊接。
打磨平整光潔,不允許有焊渣、崩淺、毛刺或未打磨等情況;欄桿接縫應嚴密,不得有裂縫、翹曲、鍛痕。焊接完成后,應將焊渣敲凈。漆面平整均勻,不允許有色差、漏漆現象。表面平滑、均勻,不允許有、鼓泡、氣孔、流掛、裂紋、夾雜物、發粘、劃痕等缺陷。欄桿高度、問距、安裝位置應符合設計要求。欄桿之問豎向問距不大于110mm ,允許偏差不大于3㎜ 。欄桿豎向平面乖直度不大于3 ㎜,橫向平面直線度不大于4 ㎜。欄桿高度允許偏差不大于3 ㎜。
應注意的質量問題:尺寸超出允許偏差:對焊縫長寬、寬度、厚度不足,中心線偏移,彎折等偏差,應嚴格控制焊接部位的相對位置尺寸,合格后方準焊接,焊接時精心操作。焊縫裂紋:為防止裂紋產生,應選擇適合的焊接工藝參數和焊接程序,避免用大電流,不要突然熄火,焊縫接頭應搭接10-15mm ,焊接中不允許搬動、敲擊焊件;表面氣孔:焊接部位必須清洗干凈,焊接過程中選擇適當的焊接電流,降低焊接速度,使熔池中的氣泡逸出。
涼山金陽鑫海達金屬制品有限公司常年銷售 不銹鋼復合管護欄等各種產品,我公司銷售的 不銹鋼復合管護欄資源豐富,價格合理產品,材質規格齊全。公司優勢:貨源充足,價格合理!寧可一諾不許,許則一諾千金!公司依托經濟開發區優越的地理位置,建立起的物流配送網絡,覆蓋全國,貨多貨少都可送達客戶手中。我公司鄭重承諾,在同等的質量下,保證以低的價格,完善的服務,高的信譽來答謝各界朋友的支持與厚愛。歡迎垂詢光臨!公司精神:創新超越平凡,實力成就未來!公司宗旨:以質量求生存,以信譽求發展!公司經營理念:以誠為本,客戶至上!
國內重點中心城市1.0mm冷板的平均價格為4585元,比昨日漲5元;國內重點城市20mm中板平均價格3715元,比昨日漲15元。上期所螺紋鋼主力1305合約10日早盤以3,666元/噸開盤,隨后價格全天呈現震蕩態勢,全天低3,664元/噸,高3,707元/噸,報收于3,679元/噸較上一交易日(7日)結算價漲50元/噸,成交2,309,460,持倉量1,332,976手,減28,564手。原料方面,唐山地區150*150普碳方坯3140元,比昨日漲90元;唐山地區65-66品位酸性干基鐵精粉價格1005元,比昨日漲10元;唐山地區二級冶金焦炭價格1600元,與昨日持平。
周一開盤即迎來了一波向上的行情,在寒冬的腳步越來越緊的日子里市場受到的鼓舞令人振奮。仔細回顧一下周末至今發生的事情,看看我們有沒有遺漏下重要的事件。昨日公布了11月份主要宏觀經濟數據,消費和工業生產增速均創下8個月的新高,PPI同比繼續回升,盡管投資累計同比增速持平,但房地產開發投資增速則明顯大幅上漲,這些數據再次成為經濟企穩的有力“注腳”,從而注定了四季度經濟回升已成定局。
受宏觀利好消息的再次提振,今日發生的一些也就再自然不過了。其中股市收漲22點,2100點的攻堅站似乎懸念也已經不是很大。而與不銹鋼復合管護欄息息相關的期鋼和電子盤則紛紛大漲50點和65點,鋼坯周末累計大漲90元,給不銹鋼復合管護欄價格再添了一把力。如果說資本市場和原材料的上漲從正面對市場形成帶動的話,目前資源到貨不多則從側面對不銹鋼復合管護欄價格形成支撐,至使今日形成期鋼同漲的局面。但值得警惕的是,市場成交并未出現同步放大,顯示續漲動力有限。午后鋼坯價格又接連回落,累計跌40元,或許是個小小的暗示。明日來看,不銹鋼復合管護欄價格上漲格局有望延續,但腳步有放緩可能,個別上漲幅度較大的品種或趨穩運行。
螺紋鋼和線材上市初期主要面臨以下不利因素:作為行業主體的不銹鋼復合管護欄生產企業,在現階段宏觀與行業背景下傾向于觀望。其一、經歷前期洗禮后,目前不銹鋼復合管護欄廠家仍有半數處于虧損狀態,資金狀況緊張。其二、螺紋鋼和線材價格經歷暴跌后今年小幅徘徊于低位,且接近盈虧臨界點,綜合政策背景與其供求基本面來看,市場預期其價格既下行空間不大又上漲動力不足。
鐵藝欄桿安裝:工藝流程 后加理件法:安裝預理件一放線一安裝立柱一扶手與認柱連接(針對木扶手工程);安裝預埋件后加埋件做法是:采用膨脹螺栓與鋼板來制作后置連接件,先在土建基層上放線,確定眾柱固定點的位置,然后在安裝基層上用沖擊鉆鉆孔(對于安裝基層有面磚和理石面層的,在使用專用理石鉆頭或水鉆現在面層上開孔后,用沖擊鉆鉆孔),再安裝膨脹螺栓,螺栓保持足夠的長度,在螺栓定位以后,將螺栓擰緊同時將螺母與螺桿間焊死,防止螺母與鋼板松動。扶手與墻體面的連接也同樣采取上述方法。
由于上述后加埋件施工,有可能產生誤差,因此,在立柱安裝之前,應甫新放線,以確定埋板位置與焊接眾桿的準確性,如有偏差,及時修正二應保證立柱全部座落在鋼板上,并且四周能夠焊接。焊接立柱時,需雙人配合,一個扶住欄桿使其保持乖直,在焊接時不能晃動,另一人施焊,要四周施焊,并應符合焊接規范。木扶手安裝(針對木扶手工程)找位與劃線: 安裝扶手的固定件:位置、標高、坡度找位校正后,出扶手縱向中心線。按設計扶手構造,根據折彎位置、角度,劃出折彎或割角線。
在欄板和欄桿頂面,劃出扶手直線段與彎頭、折彎段的起點和終點的位置。彎頭配制: 按欄板或欄桿頂面的斜度,配好起步彎頭,般木扶手,可用扶手料割配彎頭,采用割角對縫粘接,在斷塊割配區段內少要考慮三個螺釘與支承固定件連接固定:大于7Omm 斷面的扶手接頭配制時,除粘結外,還應在下面作暗禪或用鐵件鉚固。整體彎頭制作:先做足尺大樣的樣板,并與現場劃線核對后,在彎頭料上按樣板劃線,制成雛型 毛料(毛料尺寸一般大于設計尺寸約10mm )。
按劃線位置預裝,與縱向直線扶手端頭粘結,制作的彎頭下面刻槽,與欄桿扁鋼或固定件緊貼結合。 連接頂裝:頂制木扶手須經頂裝,頂裝木扶手由下往上進行,先頂裝起步今頭及連接跑扶手的折彎彎頭,再配上下折彎之間的直線扶手料,進行分段預裝粘結,粘結時操作環境溫度不得低于5 ℃ 。固定:分段預裝檢查無誤,進行扶手與欄桿(欄板)上固定件,用木螺絲擰緊固定,固定間距控制在4O0mm 以內,操作時應在固定點處,先將扶手料鉆孔,丙將木螺絲擰入,不得用睡子直接打入,螺帽達到平正。整修:扶手折彎處如有不平順,應用細木銼銼平,找順磨光,使其折角線清晰,坡角合適,彎曲白然、斷面一致,后用木砂紙打光。
在涼山市金陽縣采購鋼板立柱-鋼板立柱本地廠家請認準鑫海達金屬制品(涼山市金陽縣分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:賈殿濤-【13863577835】)。