


以下是:異型鋼管廠家,基地的產品參數
范圍 供應范圍覆蓋貴州省 黔東南市 凱里市、黃平縣、施秉縣、三穗縣、鎮遠縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、榕江縣、從江縣、雷山縣、麻江縣、丹寨縣等區域。 異型鋼管廠家,基地,亞華鋼管(麻江縣分公司)專業從事異型鋼管廠家,基地,聯系人:胡經理,發貨地:匯通物流園C區303,以下是異型鋼管廠家,基地的詳細頁面。 貴州省,黔東南苗族侗族自治州,麻江縣 2022年,麻江縣地區生產總值47.50億元,其中,產業11.86億元,第二產業9.22億元,第三產業26.42億元。、二、三次產業增加值占地區生產總值的比重為25:19:56。人均地區生產總值為36621元。
想要知道異型鋼管廠家,基地產品如何?看視頻就知道!看視頻,選產品更明智!
以下是:異型鋼管廠家,基地的圖文介紹
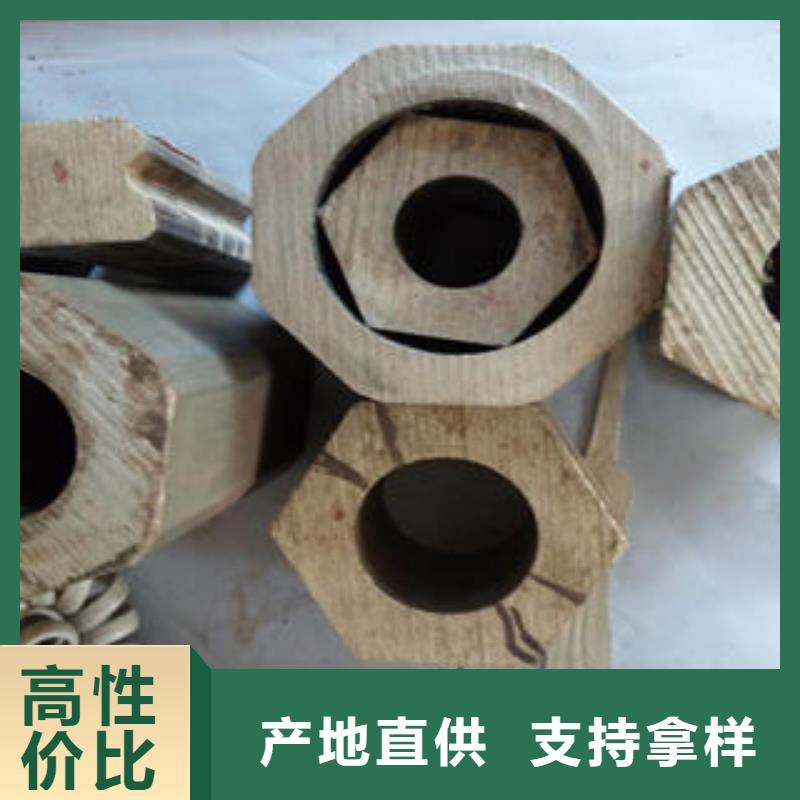
異型管按照斷面特征,可分為等壁異型管、異壁異型管和變截面管三大類。
等壁異型管
等壁異型管是具有相同壁厚和不同橫斷面形狀的異型管。它根據斷面形狀的不同又可分為一般等壁異型管和帶折筋等壁異型管兩類。這類異型管大多數用冷拔法或焊接管連軋成形法制成。
異壁異型管是具有不同壁厚的異型管。這類異型管可以根據斷面形狀進一步分為具有兩根以上對稱軸的異型管、偏心管及異壁折筋管三類。
前兩類變形過程復雜,必須根據斷面特征選擇合理的成形方法(如擠壓法),或采用異型管坯拉拔或冷軋而得。至于折管,由于其壁厚差別不大,實際上與等壁折筋管的生產方法基本相同。
凡縱向斷面形狀作周期變化或連續變化的異型管都稱縱向變截面管,包括螺旋圓翼管、齒形管、斜筋管、等壁異型扭轉管、波紋管、螺旋波紋(凸筋)管、標槍管和壘球棒等。這類管的生產方法有液壓、旋軋、冷拔、冷軋法等。
性能指數分析
1.異型鋼管的性能指數分析-塑性
塑性是指金屬材料在載荷作用下,產生塑性變形(變形)而不破壞的能力。
2. 異型鋼管的性能指數分析-硬度
硬度是衡量金屬材料軟硬程度的指針。目前生產中測定硬度方法常用的是壓入硬度法,它是用一定幾何形狀的壓頭在一定載荷下壓入被測試的金屬材料表面,根據被壓入程度來測定其硬度值。
3. 異型鋼管的性能指數分析-疲勞
前面所討論的強度、塑性、硬度都是金屬在靜載荷作用下的機械性能指針。實際上,許多機器零件都是在循環載荷下工作的,在這種條件下零件會產生疲勞。
4. 異型鋼管的性能指數分析-沖擊韌性
以很大速度作用于機件上的載荷稱為沖擊載荷,金屬在沖擊載荷作用下抵抗破壞的能力叫做沖擊韌性。
5. 異型鋼管的性能指數分析-強度
強度是指金屬材料在靜荷作用下抵抗破壞(過量塑性變形或斷裂)的性能。由于載荷的作用方式有拉伸、壓縮、彎曲、剪切等形式,所以強度也分為抗拉強度、抗壓強度、抗彎強度、抗剪強度等。各種強度間常有一定的聯系,使用中一般較多以抗拉強度作為基本的強度指針。
我們在對異型管進行防腐溶劑的涂裝時,可以采取以下五種方法:
(一)噴涂噴涂是指利用壓縮空氣及噴使涂料霧化的施工方法,其優點是通過噴涂法施工得到的涂層的涂膜厚度均勻、表觀平整、生產效率高。適用于各種涂料和各種異型管,是使用為廣泛的涂裝工藝。
(二)刷涂刷涂是簡單的傳統手工涂裝方法,操作方便、靈活,可涂裝任何形狀的物件,除干性快、流平性較差的涂料外,可適用于各種涂料。刷涂法可使涂料滲透異型管表面的細孔,加強涂膜對金屬的附著力。缺點是勞動強度大、工作效率低、涂布外觀欠佳。
(三)淋涂淋涂是將涂料從噴嘴噴淋至異型管表面,涂料經過自上而下的流淌將表面完全覆蓋后形成涂膜的涂裝工藝工程。淋涂是依靠過量的涂料,經過異型管的表面而形成涂膜。因此所用設備簡單,比較容易實現機械化生產,操作簡便、生產效率高。不過淋涂對溶劑消耗量大,會產生和污染問題。常見的涂膜故障是涂膜不平整或覆蓋的不完整,涂膜厚度不易均勻或過厚、過薄等。
(四)浸涂浸涂是將異型管浸沒在盛有涂料的槽液中,隨即取出,讓多余的涂料滴落回槽液中,或采用機械方法將多余的涂料甩落。浸涂的方式有手工浸涂、離心浸涂和真空浸涂。該法適用于結構復雜的器材或工件,不適用于揮發性涂料,但溶劑損失較大,容易造成空氣污染,涂膜的厚度不易均勻。
(五)刮涂刮涂是使用刮刀對異型管進行涂裝的方法,刮刀可以是木制的、鋼制的、牛角的、橡膠的等。常用于刮鑄造成型的被涂物,也用于粘度較高的液態涂料的涂裝。經過刮涂作業的涂膜,常見缺陷是開裂、脫落、翻卷等,其涂膜的厚度也很難均勻。
黔東南麻江亞華鋼管有限公司憑借雄厚的資金實力、先進的管理經驗、優良的銷售服務、嚴格的質量進貨管 理體系和科學的整體營銷手段,與您攜手并進,共同發展。 公司經營以“誠信為本、客戶至上”為原則,管理上堅持以人為本,服務上以客戶為尊。 我公司將憑借良好的信譽,雄厚的實力,優質的 無縫鋼管產品,低廉的價格服務于廣大用戶。
異型管涂裝處理對磷化的五點影響:
(一)除銹。磷化膜不能在銹層或氧化皮上生長的,所以徹底除銹是磷化的必要條件。但除銹時間不能過長。否則易出現過腐蝕,異型管表面粗燥導致結晶粗大多孔,沉淀增多。除銹時間過短,表面活化不夠,同樣使磷化膜結晶粗大。所以控制好除銹時間對于獲得密集活化點,形成致密的磷化膜有著重要的作用。
(二)表調。表調又稱表面調整,通過調整可以改善異型管表面的觀狀態,從而改善磷化膜外觀,結晶細小,均勻致密,進而提高涂膜性能。表調基本上都是膠體鈦鹽表調,對已表調液也需嚴格控制總堿度、溫度、PH值、鈦含量,總堿度、PH值高易使磷化槽下降過快。溫度過高,易產生工序間表干。鈦含量過低表調效果不好,鈦含量太高,磷化膜不易生成,膜重不達標。
(三)脫脂。優質的磷化膜只有在去油污除徹底的表面才能形成,因為油污殘留在管材表面,不僅會嚴重阻礙磷化膜的生長,而且會影響涂膜的附著力,干燥性能,耐腐蝕性能等。
(四)鈍化。磷化后的鈍化封閉可以提高磷化膜單層的防銹能力,同時也可以改善磷化膜的綜合性能,但鈍化液含鉻,廢水處理困難,一般不采用。
(五)脫脂水洗脫脂后水洗,雖然屬于涂裝前處理的輔助工序,但同樣需要引起足夠的重視,這是因為若有清洗不徹底,很容易將脫脂槽中的不易洗凈的表面活性劑及雜質離子帶入磷化槽液中,從而使磷化膜變薄返黃,甚至引起異型管涂裝后起泡脫落。因此建議采用多級水洗,并控制后清洗水的PH值接近中性。
影響異型管軋制壓力的八點因素:
異型管的成型方法,主要包括冷拔法、冷軋法、冷彎法、斜軋法、擠壓法、推擠法、滾壓法、輥拔法、推軋法、連軋法、旋軋法、熱軋法以及聯合成型法等。今天我們就來為大家介紹一下,影響異型管軋制壓力的八點因素:
(一)軋輥直徑在其他條件一定時,隨著軋輥直徑的加大,異型管的接觸面積增加,同時接觸弧長增加,外摩擦的影響加劇。因而,軋制壓力增大。
(二)軋件厚度隨著管材厚度的增加,軋制壓力減小。反之,軋件越薄,軋制壓力越大。
(三)異型管的軋制壓力會隨著摩擦系數而增加,外摩擦影響加大,平均單位壓力增加,軋制壓力就會增大。
(四)熱軋時隨著軋制速率的增加,變形抗力增加。冷軋時隨著變形速率的增大、軋件溫度的升高,變形抗力有所降低。
(五)壓下量在軋輥直徑和摩擦系數相同的條件下,隨著壓下量的增 加,軋件與軋輥的接觸面積加大,軋制壓力增加。同時接觸弧長增加,外影響加劇,平均單位壓力增加,軋制壓力也隨之增大。
(六)軋件寬度隨著異型管寬度的增加,接觸面積增加,軋制壓力增大。
(七)軋制溫度隨著軋制溫度的升高,變形抗力降低,平均單位壓力降低,軋制壓力減小。
(八)異型管在相同條件下,其化學成分不同,金屬的內部組織和性能不同,軋制壓力也不同。
在黔東南市麻江縣采買異型鋼管廠家,基地到亞華鋼管(麻江縣分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:胡經理-【15066480076】,地址:《匯通物流園C區303》。













