| 產品參數 | |
|---|---|
| 產品價格 | 批發/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 1808 |
| 運費說明 | 面談 |
| 范圍 | 供應范圍覆蓋山東省 棗莊市、東營市、濟寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市、濟南市 歷下區、槐蔭區、天橋區、歷城區、長清區、平陰縣、濟陽區、商河縣、章丘區等區域。 |





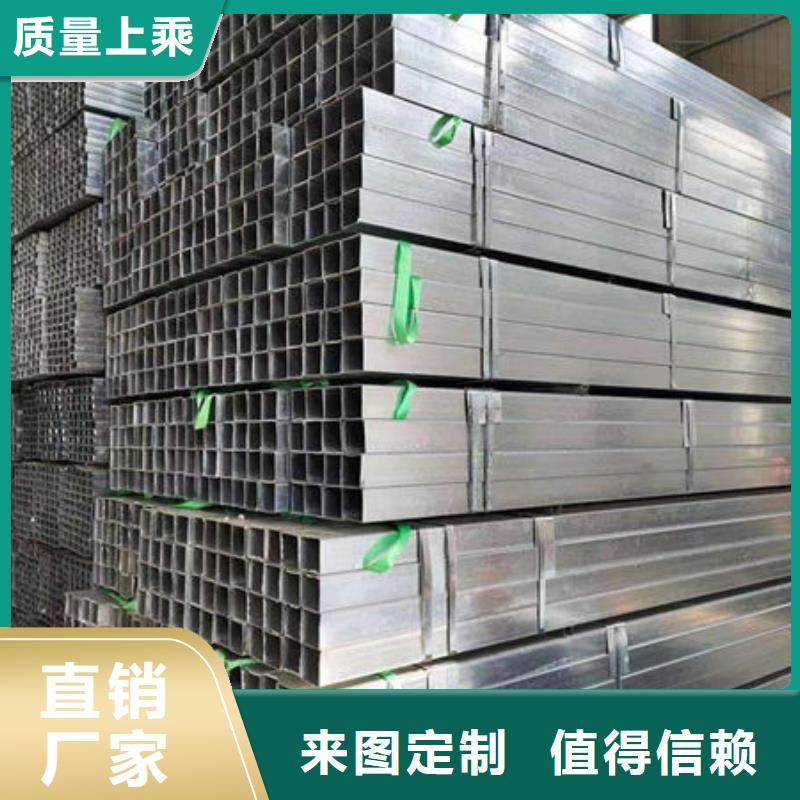
濟南方管材質(q2 02 矩形管鋼材材質(q23 .0-10. 70×5 6.0-15.0 80×80 1. 50×4 5.0-15.0 70×70 1. bsp; 60×60 1 nbsp; 50×50 8.0 40×30 0. 120×60 -5.0&nb nbsp; 40×40 5.0 30×20 0. 100×80 -8.0&nb nbsp; 35×35 -10.0 100×60 -5.0&nbs bsp; 30×30 0 10.0 100×40 -5.0 15*15** 廣泛應用于鋼結構建筑、石油化工、制輥、造紙機械、輸油管線、水利、大型體育館、展覽館、工業廠房、高層建筑、煤礦礦井集裝箱業等領域。
濟南直縫鋼管的生產工藝較為簡單,主要生產工藝為高頻焊濟南直縫鋼管和埋弧焊直縫鋼材;濟南直縫鋼管生產效率高,成本低,發展迅速,螺旋鋼管的強度通常高于濟南直縫鋼管;主要生產工藝是埋弧焊,螺旋鋼管可以生產出具有相同寬度的方坯的不同直徑的焊接管,或者可以從狹窄的方坯中制造出具有較大管徑的焊接管;但是,與相同長度的濟南直縫鋼管相比,焊接長度分別增加了30%和100%,生產速度降低了;因此,大口徑鋼管大多通過螺旋焊接來焊接,小口徑鋼管大多通過直縫焊接來焊接。在大口徑濟南直縫鋼管的工業生產中,采用了T形焊接技術,即一小部分濟南直縫鋼管被對接連接,以滿足工程所需的長度;T形濟南直縫鋼管的缺陷將大大增加,T形焊縫的焊接殘余應力將更大,焊接金屬通常處于三軸應力下,這會增加開裂的可能性;就焊接技術而言,螺旋鋼管和濟南直縫鋼管的焊接方法是相同的,但不可避免地會出現大量的T形焊縫,并且T形焊縫的焊接殘余應力非常大,因此,焊接缺陷的可能性也很大,改進后,焊接金屬通常處于三軸應力狀態,這增加了開裂的可能性。
濟南普通碳素鋼材相對于其他鋼材來講,在強度、剛度、成本和耐久性等方面都具有較好的性能,而且其熔點也較 高。濟南普通碳素鋼的提煉方法已經非常成熟,技術穩定,所 以在汽車、航空等多種領域得到了廣泛的使用。但是由于 濟南普通碳素鋼的剛性較強,缺乏抗變形的能力,這就使得對 其進行加工的過程中難度比較大,不利于軋制成型。另一 方面,因為濟南普通碳素鋼在進行軋制的工藝時,容易受到溫 度等方面的影響。對于數量較小、種類較多的線材,其加 工的難度就比較大,成本也相應的會得到大幅度的。因此,在現有的工藝當中,如何對濟南普通碳素鋼線材的工藝 進行和優化,以滿足不同產品的需求,提高普通碳素 鋼的加工水平是非常重要的,也是非常具有意義的,也拓 展了軋制機的發展。現有比較常用的機組的工 業進行分析,其軋制的鋼件具有非常好的均勻壓縮性。有 效的改善了高速線材的塑性特點,改良了其加工難度大的 缺點,這樣對于濟南普通碳素鋼的軋制過程具有重要的意義。其軋制的鋼材在精度和均勻程度上都有了較大的。通 過對濟南普通碳素鋼進行加工,能夠有效的該產品的工 藝,從而生產性能優質的產品在高速線材。在軋制過程中, 主要受到初軋、精軋和吐絲溫度的影響。
濟南螺紋鋼強化技術目前國內高強度鋼筋生產主要有余熱熱處理、超細晶粒和微合金化 3 種生產工藝。經過余熱處理的鋼筋的可焊性、機械連接性能和施工使用性能較低,因而鋼筋的應用范圍受了限制,但其生產成本較低;超細晶粒鋼筋的焊接性能較差,這是因為鋼材在焊接過程中,由于焊接熱的影響區晶粒會長大,從而使焊接接頭區域出現軟化的現象,使其強度降低; 微合金化工藝可使鋼筋具有強度高、焊接性能好、抗震性能優等特點,是產品性能 的高強度鋼筋生產工藝,采用微合金化技術也是國內外發展高強度鋼筋的主要工藝技術路線之一。
名片")