| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電儀/臺(tái) |
| 發(fā)貨期限 | 3天 |
| 供貨總量 | 999 |
| 運(yùn)費(fèi)說明 | 供方支付 |
| 范圍 | 6000w激光切割機(jī)哪家好終身售后供應(yīng)范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節(jié)市、黔西南市、黔南市、黔東南市 凱里市、黃平縣、施秉縣、三穗縣、鎮(zhèn)遠(yuǎn)縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、榕江縣、從江縣、雷山縣、麻江縣、丹寨縣等區(qū)域。 |
哪家好終身售后")
隨著廚具行業(yè)競(jìng)爭(zhēng)的白熱化,對(duì)于專業(yè)設(shè)計(jì)、制造、銷售商用廚房設(shè)備,承接大型賓館、酒店、學(xué)校的廚房設(shè)備工程的廚具制造公司而言,也面臨著在加工工藝上的革命性,現(xiàn)有剪板機(jī)、折彎機(jī)、沖床、轉(zhuǎn)塔沖、等離子切割機(jī)等設(shè)備已無法為企業(yè)提供強(qiáng)有力的競(jìng)爭(zhēng)優(yōu)勢(shì)。
廚具行業(yè)面臨產(chǎn)品更新周期短,廚具工程個(gè)性化需求高,多是單件生產(chǎn)。不銹鋼下料需要各種異型孔和裁剪曲線邊,沖床和轉(zhuǎn)塔沖不能進(jìn)行任意形狀的開孔,等離子切割機(jī)下料精度達(dá)不到要求等因素導(dǎo)致陳舊的加工設(shè)備不僅依賴劃線師傅,鈑金下料師傅的技能水平,更是費(fèi)工費(fèi)料費(fèi)時(shí),致使成本費(fèi)用一直居高不下。
某一專業(yè)廚具公司采用高能金屬激光切割機(jī)加工后,所有單件的鈑金下料全部由激光切割機(jī)完成,減少了劃線師傅、鈑金下料工人數(shù),免去了人工成本不斷上漲的壓力,工作效率也大大提高。每月節(jié)省的數(shù)萬元外協(xié)加工費(fèi),不到一年,基本就能收回激光切割機(jī)的投資費(fèi)用。
廚具是家庭必需生活用品,隨著人們生活水平的不斷提高,對(duì)家用廚具的要求也日益增加。我國的廚具市場(chǎng)還屬于朝陽產(chǎn)業(yè),進(jìn)入一個(gè)從快速增長到逐漸成熟的質(zhì)變階段,市場(chǎng)空間極大,激光切割機(jī)的優(yōu)勢(shì)也越來越明顯,廣為大家所認(rèn)可。哪家好終身售后")
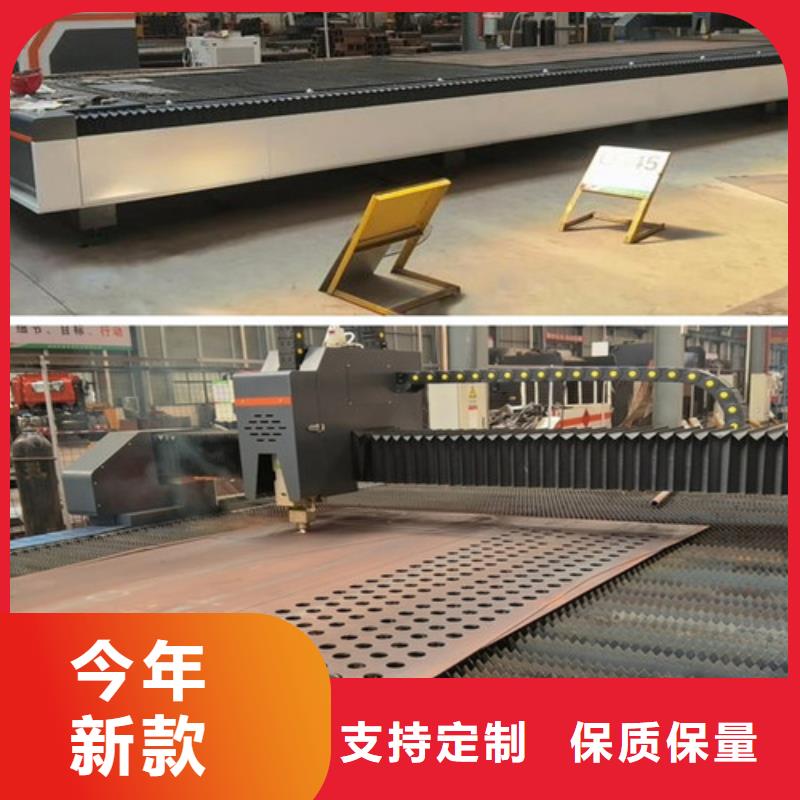
數(shù)控激光切割機(jī)的幾種加工管材方法 常用的數(shù)控激光加工機(jī)床主要有2種形式:懸臂式和龍門式。懸臂式機(jī)床的特點(diǎn)是加工過程中,整個(gè)篩管不動(dòng),激光切割頭沿工件軸線方向做高速移動(dòng),切割效率高。機(jī)床懸臂為鋁合金板材焊接成的框架結(jié)構(gòu),強(qiáng)度和剛度高,可避免高速移動(dòng)時(shí)運(yùn)動(dòng)慣量過大、光斑漂移等弊病:龍門式機(jī)床的特點(diǎn)是激光切割頭不動(dòng),篩管相對(duì)于激光切割頭進(jìn)行同轉(zhuǎn)分度和沿軸線方向移動(dòng)。機(jī)床整體剛度好,激光輸出穩(wěn)定。由于篩管長商重,位移速度慢,裝卸難度也較大。復(fù)合篩管割縫加工常用的是懸臂式機(jī)床.
篩管割縫激光加工機(jī)床與常規(guī)板材數(shù)控激光切割機(jī)床相比的不同在于它的夾緊分度機(jī)構(gòu)、篩管支撐和拖動(dòng)裝置。夾緊分度機(jī)構(gòu)主要完成加工過程中篩管的旋轉(zhuǎn)和周向定位,篩管支撐和拖動(dòng)裝置主要完成篩管的拖動(dòng)以及防止篩管的懸伸變形,通常需要用數(shù)控激光加工機(jī)床來進(jìn)行加工的。
管材的布縫規(guī)律是:在軸向,各割縫以一定軸向距均布在篩管同一母線上,形成一列縫,整根篩管均布著幾十列割縫。
1.將管體裝在支架上,一端由旋轉(zhuǎn)定中器支撐,另一端由數(shù)控旋轉(zhuǎn)頭夾緊,保證管軸和機(jī)床x軸平行;
2.調(diào)整激光切割頭,使切割頭光軸位于過管軸的垂直面內(nèi),并使切割頭氣體噴嘴位于管體點(diǎn)處;
3.在機(jī)床Z向移動(dòng)切割頭,使焦點(diǎn)位于穿孔位置上,并調(diào)整切割頭噴嘴與篩管表面的距離到預(yù)設(shè)值:
4.將篩管逆時(shí)針旋轉(zhuǎn)a角a等于梯形縫錐度的I/2),使縫隙的一個(gè)梯形面處于豎直位置,切割頭向左平移δ=(D/2)Sina-△(D為篩管外徑,△是一個(gè)工藝調(diào)整值,與篩管壁厚、激光輸出功率等有關(guān)),保證切割頭上噴嘴到篩管表面距離保持不變:
5.利用脈沖光在割縫端點(diǎn)打孔將篩管穿透,然后,激光由脈沖變?yōu)檫B續(xù),焦點(diǎn)變化到切割位置,切割頭沿篩管軸線方向切割,加工出梯形縫的一個(gè)梯形面:
6.切割到設(shè)計(jì)縫長后。套管順時(shí)針旋轉(zhuǎn)2a角.切割頭向左平移2δ,然后沿回程切割出另一個(gè)梯形面,加工完成一條完整的梯形縫:7)按照同樣的操作,周向復(fù)始,便可完成整根篩管的加工。
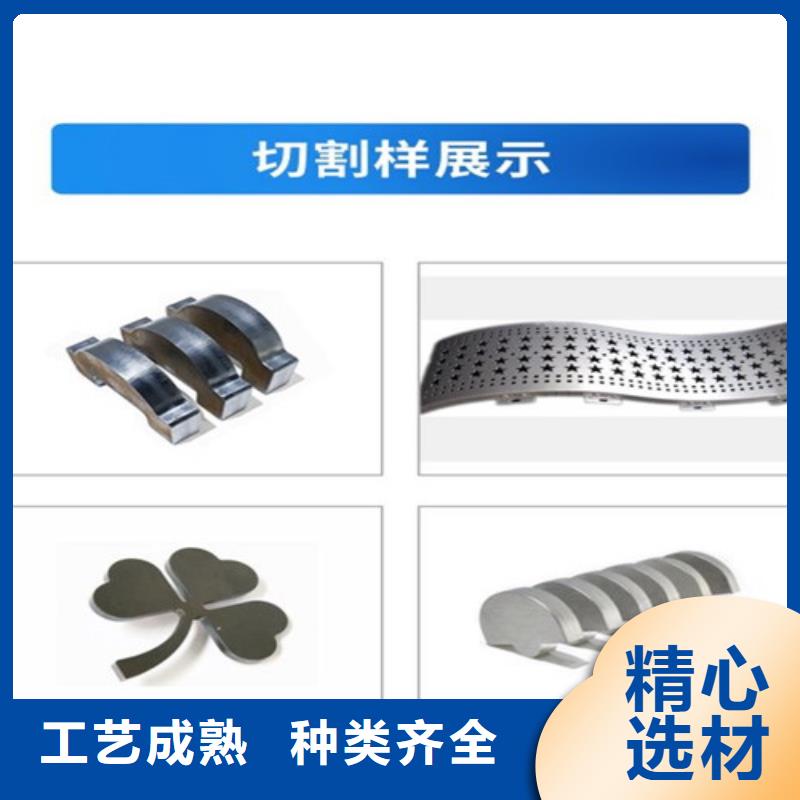
管材激光切割采用以上介紹可以解決寬縫等多種技術(shù)難題,與傳統(tǒng)機(jī)械加工相比具有加工效率高、加工精度高、加工范圍廣等優(yōu)點(diǎn)。哪家好終身售后")
金屬激光切割機(jī)的加工優(yōu)勢(shì)介紹 如今企業(yè)對(duì)金屬激光切割機(jī)的需求比較大,需要通過金屬激光切割機(jī)加工的材料也比較多,而且從目前來看,金屬激光切割機(jī)相比傳統(tǒng)的激光切割設(shè)別在加工上面具有比較大的優(yōu)勢(shì),至于其優(yōu)勢(shì)具體有哪些我們來聽聽專家的相關(guān)介紹。
激光切割加工技術(shù)廣泛應(yīng)用于機(jī)床、工程機(jī)械、電氣開關(guān)、電梯、糧食機(jī)械、紡織機(jī)械、機(jī)車制造等金屬和非金屬材料的加工中。金屬激光切割機(jī)加工技術(shù)大大減少加工時(shí)間降低加工成本提高工件質(zhì)量,它在加工方面優(yōu)勢(shì)有下面幾個(gè):
1、精度高;切縫窄:定位精度0.05mm重復(fù)定位精度0.02 mm;激光束聚焦成很小的光點(diǎn)使焦點(diǎn)處達(dá)到很高的功率密度材料很快加熱至氣化程度蒸發(fā)形成孔洞.隨著光束與材料相對(duì)線性移動(dòng)使孔洞連續(xù)形成寬度很窄的切縫.切口寬度一般為0.10~0.20mm;
2、切割面光滑:切割面無毛刺切口表面粗糙度一般控制在Ra12.5以內(nèi);
3、速度快:切割速度可達(dá)10m/min 定位速度可達(dá)70m/min比線切割的速度快很多;
4、切割質(zhì)量好;不損傷工件:無接觸切割切邊受熱影響很小基本沒有工件熱變形完全避免材料沖剪時(shí)形成的塌邊切縫一般不需要二次加工;激光切割頭不會(huì)與材料表面相接觸保證不劃傷工件;哪家好終身售后")
金屬激光切割機(jī)特點(diǎn) 切割精度高、穩(wěn)定性好: 采用精密滾珠絲杠傳動(dòng)機(jī)構(gòu),優(yōu)化數(shù)控系統(tǒng)控制,可滿足精密零件加工, 且動(dòng)態(tài)性能穩(wěn)定,可持續(xù)長時(shí)間工作。
切割斷面質(zhì)量好: 采用機(jī)械隨動(dòng)切割頭系統(tǒng),切割頭隨板材高低隨動(dòng),切割點(diǎn)位置始終保持不變,使切縫平整、光滑,斷面無需后序處理,適應(yīng)平面或曲面板材切割。
切割幅面大、適應(yīng)切割材料多,應(yīng)用廣泛:可切割幅面在2500mm×1250mm以內(nèi)金屬板材;可加工材料有:普通碳鋼、不銹鋼、合金鋼、鋁板、銅板、鈦板等。
性價(jià)比高: 對(duì)于薄板切割可代替CO2激光切割機(jī)、數(shù)控沖床及剪板機(jī)等,其整機(jī)成本相當(dāng)于CO2激光切割機(jī)的1/4數(shù)控沖床的1/2。
使用成本低:本激光機(jī)采用的是YAG固體激光器,使用主要耗材為電能、冷卻水、輔助氣 體和激光燈,平均每小時(shí)成本在28元左右。
切割速度快、效益高:本機(jī)對(duì)普通碳鋼的 切割速度為2米/分鐘按平均速度1米/分鐘,每米8 元錢計(jì)算,除去輔助加工時(shí)間,平均每小時(shí)可創(chuàng)造產(chǎn)值400元左右,凈利潤可達(dá)350元左右。
后續(xù)維護(hù)費(fèi)用低廉:本激光機(jī)結(jié)構(gòu)簡(jiǎn)潔,操作方便,激光器運(yùn)行穩(wěn)定,維護(hù)費(fèi)用低。
核心技術(shù):
1、激光器光路系統(tǒng)穩(wěn)定,經(jīng)上千次振動(dòng)實(shí)驗(yàn),激光器光路系統(tǒng)穩(wěn)定不變;
2、機(jī)械隨動(dòng)切割頭,純機(jī)械傳動(dòng),穩(wěn)定抗干擾。哪家好終身售后")
控科技(黔東南市分公司)名片")