
以下是:廊坊市安次區鍍鋅花紋板規格材質的產品參數
產品價格 5320/噸 發貨期限 3 供貨總量 600 運費說明 買家承擔 小起訂 1 質量等級 一級 是否廠家 否 產品材質 Q235 Q355 產品品牌 大廠 產品規格 齊全 發貨城市 天津 產品產地 天津 加工定制 切割 打孔 產品型號 齊全 可售賣地 全國 產品重量 國標 產品顏色 白色 質保時間 10 外形尺寸 扁豆型 適用領域 樓梯踏步防滑 是否進口 否 質量認證 國標 產品功率 標準 工作溫度 20 材質 Q235B 產地 天津 規格 齊全 品牌 大廠 用途 廣泛 范圍 鍍鋅花紋板規格材質供應范圍覆蓋河北省、廊坊市、安次區、廣陽區、固安縣、永清縣、香河縣、大城縣、文安縣、霸州市、三河市等區域。 【一名】業務覆蓋多元場景,提供以下產品和服務:三河角鋼槽鋼H型鋼嚴選用料、霸州角鋼槽鋼H型鋼的圖文介紹、固安角鋼槽鋼H型鋼廠家、文安角鋼槽鋼H型鋼有口皆碑、永清角鋼槽鋼H型鋼廠誠信經營等。鍍鋅花紋板規格材質_一名鋼鐵集團(廊坊市安次區分公司)tjkhxw888300-3,固定電話:【15802234444】,移動電話:【13312022929】,聯系人:楊經理,北辰區韓家墅鋼材市場。 河北省,廊坊市,安次區 安次區,隸屬河北省廊坊市。位于河北省中部,北部、西北、東北與廣陽區交界,東、東北與天津市武清區毗鄰。南與霸州市,西與永清縣相接。總面積578.4平方公里,根據安次區第七次全國人口普查結果, 2020年11月1日零時安次區常住人口為 479826 人。截至2022年1月,安次區下轄3個街道、8個鎮。區政府駐廣陽區金光道14號。
鍍鋅花紋板規格材質的詳細視頻已經上傳,通過視頻,您可以更深入地了解產品的功能和特點。
以下是:廊坊安次鍍鋅花紋板規格材質的圖文介紹
廊坊安次 鍍鋅花紋板這樣就保證了鋼材表面的鋅層不會輕易的脫落,在這個過程中,我們需要注意的只有在熱鍍鋅工藝之后的鋅渣應該如何處理,避免其污染環境。鍍鋅產品堆放因該注意通風干燥,應為鋅是金屬,比較活潑,所以在一般的潮濕環境下面比較容易腐蝕,由于輕的腐蝕鍍鋅層也會發生較大的色差,影響產品的外觀。熱鍍鋅就是將鋼材放入熔融的鋅液中 只要能保證通風良好浸鋅工廠的出現只不過是把作用的范圍變廣。目前浸鋅廠家主要采用先進的鍍鋅工藝生產不同品種的鍍鋅方管應分別堆放而且鋅在空氣中發生反應之后會產生氧化鋅性維護:熱鍍鋅鋼管使用高壓空氣來操控鋼管表里外表鋅層的均勻性。
與外面的空氣或許其他的物質發作的物理化學反應,在表面構成一層金屬鋅的進程,首要用于各行業的金屬設備之上。熱鍍鋅鍋是鋼帶熱鍍鋅的關鍵性的設備,鋅鍋作業時長時刻處于高溫氧化和附中的條件下,所以材料對錯重要,經過多年的試驗研究現已完成了從雜亂到簡略的改變。早期的鋅鍋是由生鐵制作而成的,這種鍋的含碳含硅量高,耐腐蝕性差,運用壽數短。后來發展到有鋼板制作,選用純鐵鋼板,但是著我國的強度較低。主要用于各行業的金屬結構設施上。是將除銹后的鋼件浸入500℃左右融化的鋅液中,使鋼構件表面附著鋅層,從而起到防腐的目的。 熱鍍鋅工藝流程:成品酸洗-水洗-加助鍍液-烘干-掛鍍-冷卻-藥化-清洗-打磨-熱鍍鋅完工
廊坊安次一名鋼鐵集團有限公司根據市場發展的需要在進一步完善定型產品的基礎上,不斷開發出新產品和引進先進的生產技術。 角鋼槽鋼H型鋼產品設計先進,制作精細,性能可靠,具有國際先進水平,暢銷全國,在同行中享有較高聲譽,并深受廣大用戶的信賴!銷售網絡覆蓋面廣,產品適用范圍大,遍布全國各地。
廊坊安次 鍍鋅花紋板焊接前將焊縫附近雜物、藥皮等清理徹底后再進行焊接,以保證焊接質量。在焊縫周圍涂抹防飛濺液,不得在焊縫以外的其它任何部位點焊、引弧、試焊等。
2、所有焊縫均為滿焊,焊縫高度要符合圖紙設計要求,小焊角尺寸不得低于
與相連的較薄板件的厚度。特別注意底法蘭及牛腿處焊高。翼板對接焊口,要氣刨清根徹底后焊接,焊接前必須加設引收弧板,焊縫不得低于母材,且余高不得大于2mm,余高過高或有焊瘤等要用磨光機打磨。焊后將引收弧板刨掉,用磨光機將邊部打磨平整。
3、焊縫外觀成形光滑美觀,不得有任何焊接缺陷,如氣孔、咬邊、流淌、焊不
到頭、包角不完整、未封口等現象。
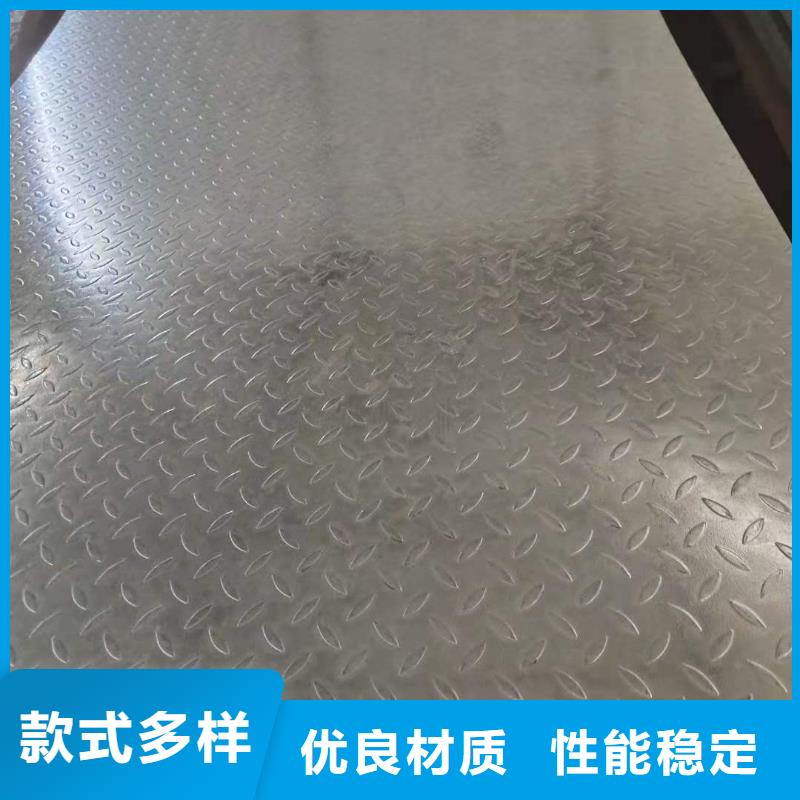
表面帶有花紋的鋼板稱為花紋板,其花紋成扁豆形、菱形、圓豆形、扁圓混合形狀。
廊坊安次 鍍鋅花紋板2.1.1用于切割下料的鋼板應經質量部門檢查驗收合格,其各項指標滿足規范的相應規定。2.1.2鋼板在下料前應檢查鋼板的牌號、厚度和表面質量,如鋼材的表面出現蝕點深度超過國標鋼板負偏差的部位不準用于產品。小面積的點蝕在不減薄設計厚度的情況下,可以采用焊補打磨直至合格。
2.1.3在下料時必須核對鋼板的牌號、規格和表面質量情況,在確認無疑后才可下料。
2.2施工設備及工具:
2.2.1切割下料設備主要包括數控火焰切割機、數控等離子切割機、直條切割機、半自動切割機等。
2.2.2在氣割前,先檢查整個氣割系統的設備和工具全部運轉正常,并確保的條件下才能運行,而且在氣割過程中應注意保持。
2.2.3檢測及標識工具分別為:鋼尺、卷尺、石筆、記號筆等。
3.切割操作工藝:
3.1在進行自動切割時,吊鋼板至氣割平臺上,應調整鋼板單邊兩端頭與導軌的距離差在5mm范圍內。在進行半自動切割時,應將導軌放在被切割鋼板的平面上,然后將切割機輕放在導軌上。使有割炬的一側面向操縱者,根據鋼板的厚度選用割嘴,調整切割直度和切割速度。
3.2根據自動切割及半自動切割方式的不同,調整各把割槍的距離,確定后拖量,并考慮割縫補償;在切割過程中,割槍傾角的大小和方向主要以鋼板厚度而定,割嘴傾角與割件厚度的關系及切割余量如下表所示:
選購鍍鋅花紋板規格材質來廊坊市安次區找一名鋼鐵集團(廊坊市安次區分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:楊經理-【15802234444】,地址:[北辰區韓家墅鋼材市場]。