
以下是:安徽省鑄鐵型材廠家現貨供應的產品參數
名稱 鑄鐵型材 工藝 水平連鑄 產地 山東 優勢 無氣孔 砂眼 用途 機械加工/精密制造 價格 議價 范圍 鑄鐵型材供應范圍覆蓋安徽省 合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市等區域。 【億錦天澤】業務覆蓋多元場景,提供以下產品和服務:宣城球墨鑄鐵棒品牌大廠家、蚌埠球墨鑄鐵棒豐富的行業經驗、滁州球墨鑄鐵棒支持貨到付清、合肥球墨鑄鐵棒通過檢測等。鑄鐵型材廠家現貨供應,億錦天澤鋼鐵(安徽省分公司)sdyjgs1462-3為您提供鑄鐵型材廠家現貨供應產品案例,聯系人:邢濤,電話:【18954456733】、【18954456733】,供應服務范圍覆蓋:安徽省 合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市。 安徽省 安徽省建于清康熙六年(1667年);清朝初年,設置江南省(大致包括如今的上海市、江蘇省和安徽省);清康熙六年(1667年)正式撤銷江南省,分為安徽、江蘇兩省,因安慶府為當時安徽境內的政治中心,徽州府經濟發達,故取兩府首字而得省名;安徽因歷史上有古皖國和境內的皖山、皖河而簡稱“皖”。
我們精心制作的鑄鐵型材廠家現貨供應產品視頻已經準備就緒,探尋鑄鐵型材廠家現貨供應產品背后的故事,視頻帶你走進精彩世界!
以下是:安徽鑄鐵型材廠家現貨供應的圖文介紹產品優勢圖
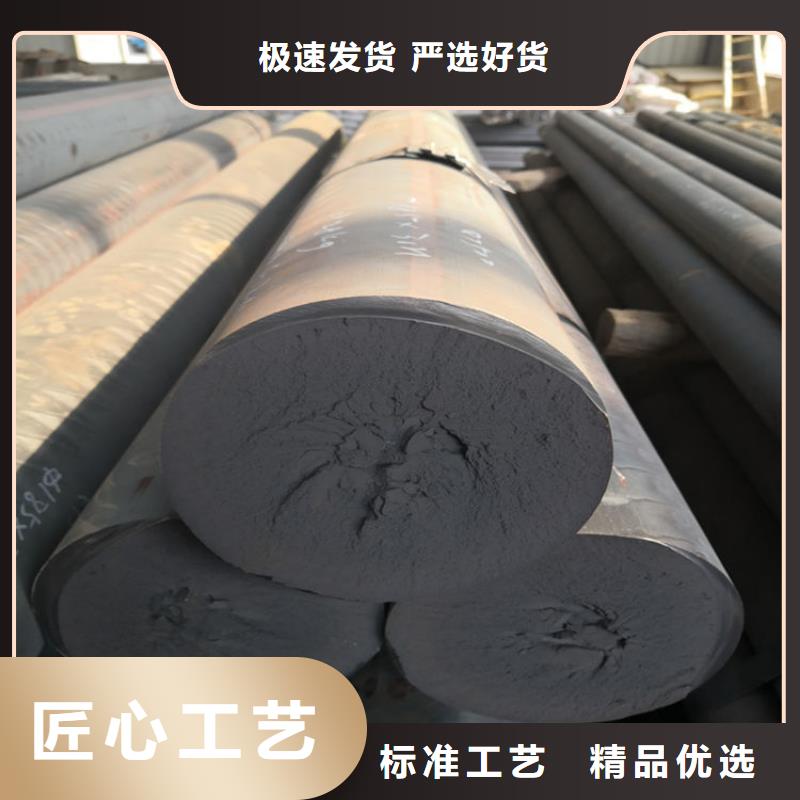
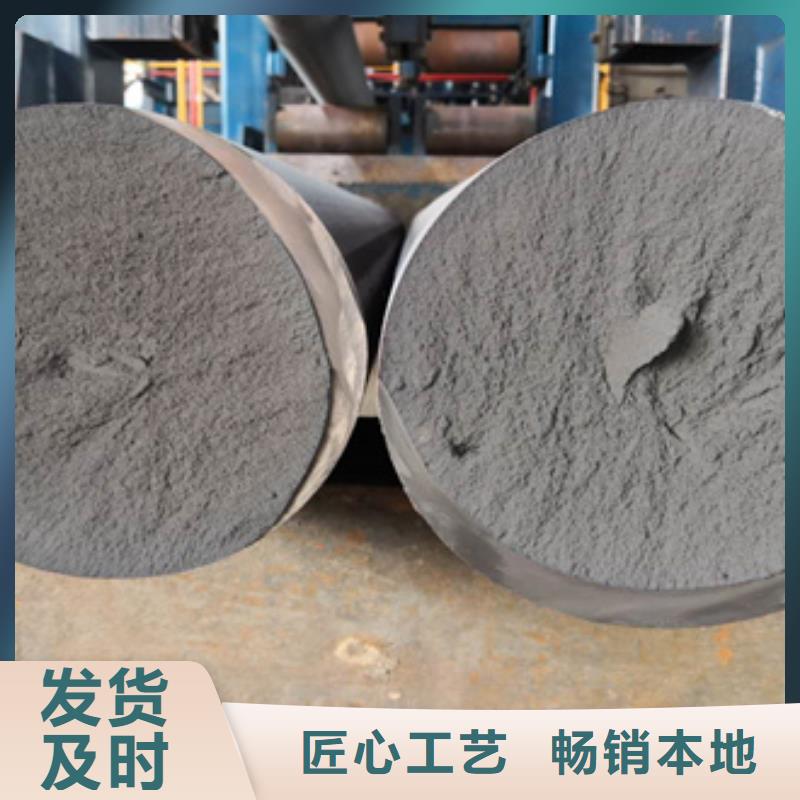
公司生產φ20mm—φ580mm及相應尺寸矩形、異形的球墨鑄鐵、灰口鑄鐵、生鐵及合金鑄鐵型材。公司生產的鑄鐵型材采用水平連鑄工藝,生產出來的鑄鐵型材表面質量好、內部組織細密、無夾砂、夾渣、氣孔、縮松等鑄造缺陷,加工成品率大大高于鑄砂件。 在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個價電子中,只有一個價電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導電性)的原因。鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高,無縮松,氣孔,夾渣,砂眼等缺陷,機械性能優越,其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。 空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。本實用新型采用的技術方案,與砂型鑄造相比,表現在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導向套等,比實心型材的再加工提高了工效。空心鑄鐵型材生產,基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產裝置,該裝置因生產的型材致密性差已被淘汰;第二種采用水平連鑄加內結晶器的生產裝置生產空心鑄鐵型材, 前面我們已討論過化合態的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態的滲碳體只是一種亞穩定相,而游離態的石墨則是一種穩定相。一般,在鐵碳合金的結晶過程中,因為滲碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。 水平連鑄鑄鐵型材具有良好的沖擊韌性、抗拉強度、屈服強度、耐磨性好、膨脹系數低等優良的機械性能。鑄鐵型材可廣泛應用在汽車、機車、船舶、液壓、傳動、模具、壓縮機、機床、冶金裝備、機床、液壓、冶金、放置、鎖具、運輸機以及壓縮機、玻璃模具、空壓機螺桿轉子、液壓閥體、油路板、導向套、齒輪泵齒輪、活塞、皮帶輪、柱塞泵、滑片泵轉子、鎖緊套、高速線材輸送輥、定子、機床導軌、螺桿毛坯、液壓旋轉軸、螺桿泵轉子、擺線馬達定子、制動盤、玻璃模具、分配器、缸體、蓋、液壓集成板、塊等耐磨、減震零件及通用機械配件制造方面。
水平連鑄鑄鐵型材具有產品質量好、加工成本低、能源浪費少等優點。水平連鑄件加工產品的制造成本只為普通砂鑄件的60%,為45#鋼的50%。鑄鐵型材采用水平連鑄工藝,生產出來的鑄鐵型材表面質量好,內部組織細密,尺寸精度高,無夾砂、夾渣、氣孔、縮松等鑄造缺陷,加工產品的制造成本只為普通砂鑄件的60%,為45#鋼的50%,加工成品率大大高于鑄砂件。比鋼輕9%,降低成本、加工余量小、膨脹系數低、少毛刺、容易去除、節省人工。刀具壽命同比加工鋼件高5倍,切削快,無缺陷,效率40%。
用電爐熔煉6爐灰鐵HT300鐵水,澆鑄液壓閥G03、G02等產品,經解剖內部組織發現大面積顯縮孔、縮松、縮裂,共830只全部報廢(見附圖)。檢測布氏硬度HBS241,化學成分C3.27,Si1.78,Mn0.83,S0.087,P0.04。珠光體98%,E形石墨達80%(A型20%),石墨長度5級。 在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個價電子中,只有一個價電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導電性)的原因。鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高,無縮松,氣孔,夾渣,砂眼等缺陷,機械性能優越,其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。本實用新型采用的技術方案,與砂型鑄造相比,表現在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導向套等,比實心型材的再加工提高了工效。空心鑄鐵型材生產,基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產裝置,該裝置因生產的型材致密性差已被淘汰;第二種采用水平連鑄加內結晶器的生產裝置生產空心鑄鐵型材 前面我們已討論過化合態的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態的滲碳體只是一種亞穩定相,而游離態的石墨則是一種穩定相。一般,在鐵碳合金的結晶過程中,因為滲碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。 據有關人員研究分析,應是鐵水材質出了問題。化學成分分析的結果,對一般的薄壁HT300鑄件來說似乎是正常的,然而對于液壓閥鑄件(壁較厚)卻出了問題。此缺陷成因:初步判斷是鐵水中MnS的含量過高而引起的鑄件顯縮孔、縮松、縮裂,也就是說鐵水中的S、Mn含量超出鑄件所適應的范圍(對不同鑄件其成分量有差別)。由于在熔煉中加入了一定量的增S劑,鐵水中的S、Mn含量積累達到一定程度,就會導致鐵水含S量超出鑄件自身正常凝固結晶的要求,從而產生此類缺陷。對策:停止加入增S劑,調整Mn的含量,保證HT300灰鐵的五元素的正常含量,調整后,缺陷全部。 在電爐灰鐵鐵水中通過加入增S劑形成一定量的MnS,作為異質核心,提高孕育效果,這從理論來說是正確的
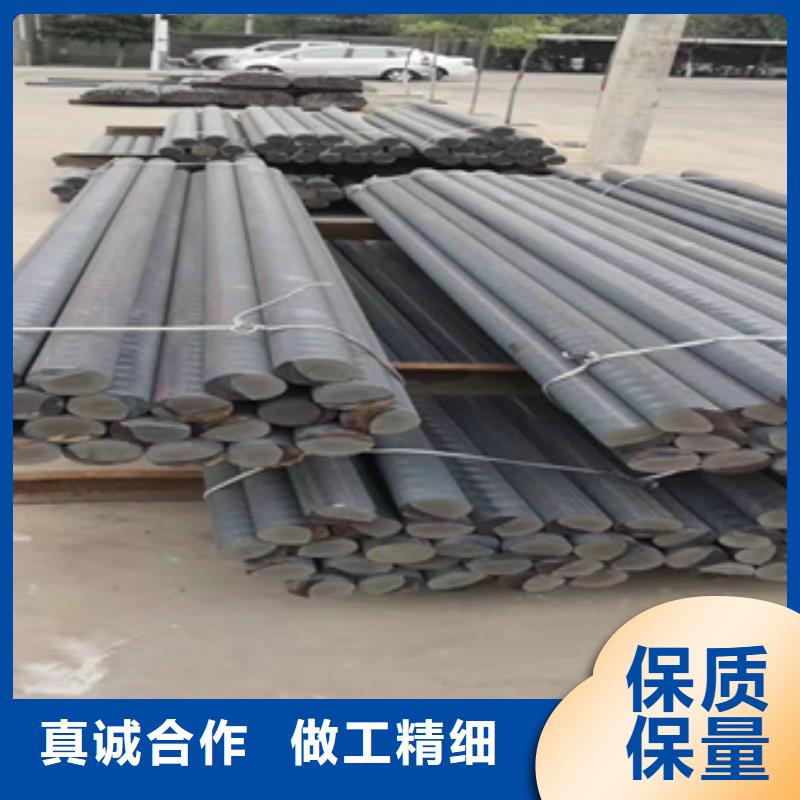
產品案例
公司實力
用水平連續鑄造鑄鐵型材時應注意以下幾點: 每種規格鑄鐵型材都有一個合理的鑄造速度范圍,影響鑄造速度的因素比較多,其影響作用也比較復雜,例如結晶器的導熱能力、結晶器冷卻的均勻性、鐵液的溫度、型材截面的幾何形狀等,生產中應根據鑄鐵型材的鑄造質量情況不斷調整工藝參數,達到合理的鑄造速度。 應根據鑄鐵型材的材質和尺寸規格選擇適宜的鐵液溫度。鐵液溫度高,流動性好,型材結晶前沿移動后有良好的焊合性,但過高的鐵液溫度會降低生產速度或因控制不當出現鐵液泄露事故。而過低的鐵液溫度會降低結晶前沿鐵液的焊合能力,出現冷隔、裂紋、疤皮等缺陷。一般保溫包內鐵液溫度應控制在1280~1320℃。生產小尺寸型材時生產率較低,鐵液在保溫包內停留時間較長,宜選擇較高的鐵液溫度。采用沖天爐爐前沖人法生產球墨鑄鐵型材時,鐵液的出爐溫度應在1450℃以上在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個價電子中,只有一個價電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導電性)的原因。 鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高,無縮松,氣孔,夾渣,砂眼等缺陷,機械性能優越,其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。 空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。本實用新型采用的技術方案,與砂型鑄造相比,表現在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導向套等,比實心型材的再加工提高了工效。空心鑄鐵型材生產,基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產裝置,該裝置因生產的型材致密性差已被淘汰;第二種采用水平連鑄加內結晶器的生產裝置生產空心鑄鐵型材, 前面我們已討論過化合態的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態的滲碳體只是一種亞穩定相,而游離態的石墨則是一種穩定相。應嚴格控制型材出口溫度(即鑄鐵型材脫離結晶器后經溫度回升作用所達到的高表面溫度),影響型材出口溫度的直接因素是保溫包內鐵液溫度和鑄造速度。過高的鐵液溫度和過快的鑄造速度會使型材出口溫度過高,導致型材心部組織變粗、力學性能下降,操作不當還會出現鐵液泄露事故。反之,型材出口溫度過低也會造成石墨鑄型型壁刮傷,使型材表面質量下降,產生裂紋、疤皮等缺陷。正常情況下型材出口溫度應控制在900~950℃。 生產中應根據型材產品的尺寸和材質要求選擇優的牽引工藝參數組合。減小牽引周期可在相同鑄造速度條件下減小步距,有利于提高鑄鐵型材的組織均勻性和致密性,但過小的牽引周期會使型材運動頻繁、間隙時間過短,反而對鑄造質量產生不利影響。
安徽億錦天澤鋼鐵有限公司一家專業生產 球墨鑄鐵棒的廠家,我廠始終秉承“以品質為基礎,以服務為宗旨”,力求給廣大客戶提供z u iz u i優質的產品,z u i的服務,自創建以來贏得了客戶的一致好評和業內的高度贊揚。公司擁有專業的設計制作團隊、高標準的精良設備,公司擁有自己的生產廠房,能批量設計生產各種 球墨鑄鐵棒等產品。公司制作材料的應用,技術的開發,質量的檢驗和制作工藝上都有嚴格的標準,每個細節都力求完美精益求精。
在安徽省采購鑄鐵型材廠家現貨供應請認準億錦天澤鋼鐵(安徽省分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋安徽省 合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市,讓您購買到更加實惠、更加可靠的產品。(聯系人:邢濤-【18954456733】)。