| 產品參數 | |
|---|---|
| 產品價格 | 電儀 |
| 發貨期限 | 3天 |
| 供貨總量 | 999 |
| 運費說明 | 供方支付 |
| 小起訂 | 1 |
| 是否廠家 | 生產廠家 |
| 產品材質 | 鋼結構 |
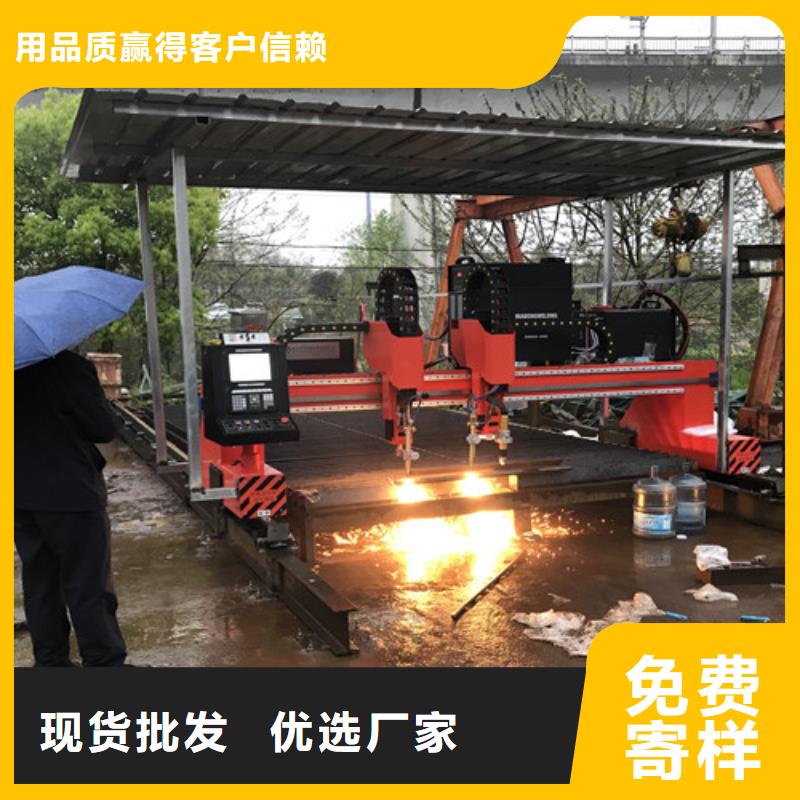
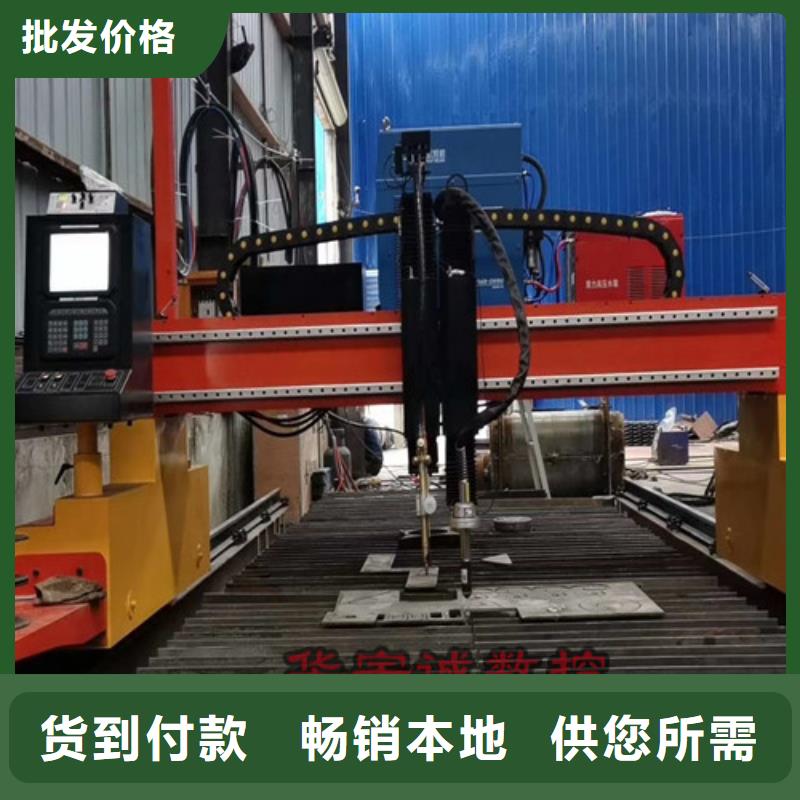
| 產品品牌 | 華宇誠數控 |
| 產品規格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 產品型號 | YCLM-4000 |
| 質保時間 | 2年 |
| 適用領域 | 金屬鋼板切割 |
| 范圍 | 數控方管切割機設備供應范圍覆蓋吉林省、長春市、吉林市、四平市、遼源市、通化市、延邊市 南關區、寬城區、二道區、綠園區、雙陽區、農安縣、九臺區、榆樹市、德惠市等區域。 |



數控等離子切割機散熱系統清理要點數控等離子切割機的散熱系統作為割炬主要散熱渠道,在常規配置中可以分為風冷式散熱和水冷式散熱兩大類,由于數控等離子切割機的工作原理:利用等離子體弧柱的高溫來熔化被切割材料,在一般切割加工使用時,是需要配備專門的空氣壓縮機作為輔助實現切割過程中吹離材料熔渣形成割縫效果。等離子體是一種特殊的物質形態,現代物理上把它列于固態、液態、氣態之后的物質第四態。等離子弧是將自由電弧通過機械壓縮,熱收壓縮和磁收縮,進行強迫 “壓縮”而獲得的壓縮電弧,其能量集中,溫度高(弧中心溫度18000-24000K),焰流速度大(可達300m/s以上)。 接下來武漢耐霸小編將主要就數控等離子切割機散熱系統清理及日常維護需要注意的一些要求予以歸納和說明:1. 擰下螺釘,拆下空氣過濾器,準備清洗;2. 定期監視數控系統的電網電壓,保證電網電壓的波動范圍在允許的額定范圍內;3. 輕輕振動拆下后的過濾器,同時,用壓縮空氣由里向外吹掉空氣過濾器內的灰塵;4. 定期檢查和更換直流電動機電刷;5. 若過濾器灰塵過厚壓縮空氣無法除去時,可采用中性清潔劑輕輕沖洗,置于陰涼處晾干;6. 定期更換存儲器用電池。一般情況下,即使電池尚未失效,也應每年更換一次電池,以確保系統能正常地工作 。
數控等離子切割機氣冷式割炬使用注意事項操作人員在使用數控等離子切割機時,都會根據切割板材的厚度來選擇合適的割炬,等離子切割割炬分為風冷式和水冷式,風冷式割炬也叫做氣冷式割炬,比較常用于加工10mm以下的不銹鋼、碳板等金屬板材,工作原理大致上是經過空氣的自然冷卻來使得割炬表面溫度降低從而可以長期使用。因冷卻方式的不一樣,使用壽命普遍偏低。1.割炬里的電極,位于中心的鉿絲如果燒損范圍在2.5--3mm,就需要換上一個新的,值得注意的是電極需要放置冷卻或者是拿壓縮空氣吹至常溫,不然電極基座會受到熱膨脹發膩較緊,旋松時切記勿用太大力,不然極易損壞電極基座。另外,電極,噴嘴在更換前需要檢查內部是否有有雜質,應清理干凈后使用。2.在正常運用過程中,如果聽見“嚇”的響聲,弧光發紅,弧碴上竄,應立即停止操作,此刻電極、噴嘴已損壞,強繼續使會損壞割炬,有必要替換電極、噴嘴后方可繼續使用。3.氣冷型割炬操作運行時電流不得大于其額定電流,超過的話越則易損壞割炬。4.替換電極、噴嘴時有必要關斷主機電源,割炬未裝電極、噴嘴時不能按下割炬開關。5.用壓縮空氣有必要進行干燥清洗。因水氣、油污易導電,電極上產生螺旋黑紋,闡明水氣、油污過多,使電極、噴嘴內部拉弧短路,極易損壞割炬,又不能正常運作。6.割炬中的電極、噴嘴在運用過程中不能松動,電極須用專用扳手旋緊,每次運用前有必要檢查,見有松動隨時用專用扳手旋緊,但不能運用活絡扳手之類的東西。
數控等離子切割機噴嘴高度
數控等離子切割機噴嘴高度是指噴嘴端面與切割表面的距離,它構成了整個弧長的一部分。由于等離子弧切割一般使用恒流或陡降外特征的電源,噴嘴高度增加后,電流變化很小,但會使弧長增加并導致電弧電壓加大,從而使電弧功率提高;但同時也會使暴露在環境中的弧長增長,弧柱損失的力量增多。
在兩個因素綜合作用的情況下,前者的作用往往完全被后者所抵消,反而會使有效的切割力量減小,致使切割能力降低。通常表現是切割射流的吹力減弱,切口下部殘留的熔渣增多,上部邊緣過熔而出現圓角等。另外,從等離子射流的形態方面考慮,射流直徑在離開割炬口后是向外膨脹的,噴嘴高度的增加必然引起切口寬度加大。所以,選用盡量小的噴嘴高度對提高切割速度和切割質量都是有益的,但是,噴嘴高度過低時可能會引起雙弧現象。采用陶瓷外噴嘴可以將噴嘴高度設為零,即噴口端面直接接觸被切割表面,可以獲得很好的效果。
數控等離子切割機煙塵處理哪種方式效果好, 等離子切割產生的煙塵與焊接煙塵類似,煙塵量較大,含有有害氣體和微小粉塵顆粒物,如CO、CO、H、0、NO和碳氫化合物等。一次煙塵粒子以球狀、粒徑3um的呼吸性粉塵為主,在空氣中可在靜電和磁性作用下迅速聚集在一起,形成直徑較大的二次粒子,對現場職工危害很大。干式除塵方式就是為數控切割平臺增加一套煙塵捕捉裝置,將捕集到的煙塵直接輸送到煙塵過濾凈化設備,經過處理達標后再進行排放。等離子切割產生的煙塵基本形成于工件切口的下方,因此抽氣式負壓切割平臺成為目前常見的煙氣捕捉裝置。為了節省投資和提高抽風效率,以小的送風量達到 的煙塵采集量,一般只對正處于切割的區域進行吸塵處理。因此切割平臺沿著切割機主導軌方向會被分成若干個均勻的密閉小區域,旁側開有出風口。由于干式除塵方式結構簡單、工作可靠、除塵效果較好而被廣泛使用。采用干式切割方式,通過除塵器吸走切割時產生的煙塵,經過濾處理后排放,不僅切割效率高,而且保護了操作人員的勞動環境并防止了環境污染,是一種比較理想的除塵方式。
名片")