

以下是:玉溪市澄江市優選:球墨鑄鐵管廠家的產品參數
范圍 優選:球墨鑄鐵管供應范圍覆蓋云南省 玉溪市 紅塔區、江川區、澄江市、通海縣、華寧縣、易門縣等區域。 【健暉】業務覆蓋多領域場景,主營紅塔球墨鑄鐵管專業品質、江川球墨鑄鐵管根據要求定制、通海球墨鑄鐵管型號齊全、易門球墨鑄鐵管一對一為您服務等產品服務。優選:球墨鑄鐵管廠家,健暉鑄造(澄江市分公司)為您提供優選:球墨鑄鐵管廠家,聯系人:李經理,發貨地:開發區鋼管城。 云南省,玉溪市,澄江市 澄江歷史上為郡、路、府、縣治地,有“文風不讓中原盛,民俗還如太古淳”的美譽。澄江屬中亞熱帶高原季風型氣候,地處滇中城市經濟圈、三湖生態城市群、撫仙湖—星云湖生態建設與旅游改革發展綜合試驗區、昆玉旅游文化產業經濟帶的核心區域。
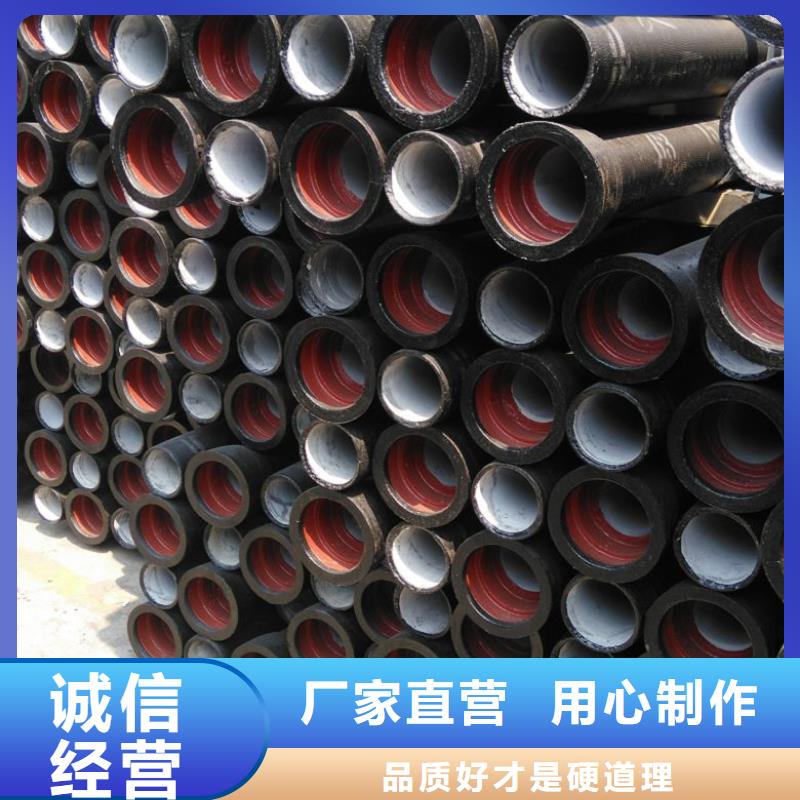
我們的現場實拍視頻將帶您走進優選:球墨鑄鐵管廠家產品的世界,讓您親眼見證其優點和特點,為您的購買決策提供有力支持。以下是:優選:球墨鑄鐵管廠家的圖文介紹
此外,還研究了稀土鎂球墨鑄鐵的應力應變性能小能量多沖抗力和斷裂韌性,并開始用于指導生產。結合球墨鑄鐵齒輪的應用,還系統地研究了球墨鑄鐵的彎曲疲勞強度和疲勞強度,以及球墨鑄鐵齒輪的點蝕剝落機理等。稀土鎂球墨鑄鐵。在高強度低合金球墨鑄鐵方面,除了對銅鉬研究較多外,還對鎳鈮等進行了研究。在利用天然鈦生鐵制作鈦合金球墨鑄鐵方面,國內一些單位進行了大量系統的工作。中錳球墨鑄鐵雖然在性能上不夠穩定,在系統研究與生產應用,取得了顯著的經濟效益。
玉溪澄江健暉鑄造有限公司是玉溪澄江專注生產、銷售 球墨鑄鐵管的廠家,公司擁有先進的設備,雄厚的技術力量,科學的工藝流程,完善的質量檢測體系,采用優良的 球墨鑄鐵管原材料,嚴把質量關。我廠擁有先進的管理經驗、生產流程和質量控制手段,保證為客戶提供高質量的 球墨鑄鐵管產品。在我們強調產品質量的同時,還積j i與客戶進行溝通,了解客戶的需求,并為客戶提供貼心和及時的售后服務。公司始終堅持以用戶至上,質量至上,信譽至上,服務至上為經營方針,以優良的 球墨鑄鐵管產品和貼心的服務與各界朋友真誠合作,共同發展。
由于球墨鑄鐵管的生產過程中型砂的需求量很大,每生產1噸的鑄件需要5噸的型砂。在砂處理過程中,裝卸頻繁,運輸量大,還伴隨著產生大量的粉塵和有害氣體,高溫輻射也很嚴重。 對這一工序采用手工操作難以適應,應盡量采用機械設備并進行除塵。目前我廠使用樹脂砂,員工的操作環境得到了顯著改善。同時也凈化了周邊環境。 立式離心鑄造時,鑄型繞垂直軸旋轉,此工藝主要用來生產高度小于直徑的圓環形球墨鑄鐵管管件。 臥式離心鑄造時,鑄型繞水平軸旋轉,主要用來生產長度大于直徑的套筒,管類鑄件。 有時在生產壁澆薄,細長的球墨鑄鐵管管件時,鑄型的旋轉軸與水平線呈3度——5度的夾角,這是為了使金屬液能很好地均勻的分布于整個鑄型長度上,這也屬于臥式離心鑄造范疇 根據標準,球墨鑄鐵管可按管徑與管的對接形式進行分類。按球墨鑄鐵管的管徑可分為40mm,50mm,60mm,65mm,80mm,100mm,125mm,150mm,200mm,250mm,300mm,350mm,400mm,450mm,500mm,600mm,700mm,800mm,900mm,1000mm,1100mm,1200mm,1400mm,1500mm,1600mm,1800mm,2000mm,2200mm,2400mm及2600mm共30種。(用于輸送氣體的球墨鑄鐵管為管徑不大于700mm的球墨鑄鐵管)。 實際上由于技術問題,上還沒有可以生產40-65mm四種小的球墨鑄鐵管。球墨鑄鐵管按管口的對接形式可分為滑入式(T型),機械式(K型,N型S型)和法蘭式三類接口形式。法蘭式又可分為離心鑄造焊接法蘭管,螺紋連接法蘭管以及整體鑄造法蘭管。 筆者認為,管子接口不同,對離心工藝無多大影響。但在金屬管模及芯盒與制芯上予以注意。 首先何為球墨鑄鐵管的公稱直徑? 公稱通徑DN 是管路系統中所有管路附件用數字表示的尺寸,以區別用螺紋或外徑表示的那些零件。公稱通徑是用作參考的經過圓整的數字,與加工尺寸數值上不完全等同。 公稱通徑是用字母“DN”后緊跟一個數字標志。如公稱通徑250mm應標志為DN250。 再者何為球墨鑄鐵管的公稱壓力? 公稱壓力PN 是一個用數字表示的與壓力有關的標示代號,是供參考用的方便的圓整數。同一公稱壓力PN值所標示的同一公稱通徑!“ 的所有管路附件具有與端部連接型式相適應的同一連接尺寸。 在我國和上對于球墨鑄鐵管的公稱壓力和公稱直徑又有何硬性規定呢? 在我國,涉及公稱壓力時,為了明確起見,通常給出計量單位,以“MPA”表示。在英、美等中,盡管目前在有關標準中已列入了公稱壓力的概念,但實際使用中仍采用英制單位Class。由于公稱壓力和壓力級的溫度基準不同,因此兩者沒有嚴格的對應關系。兩者間大致的對應關系參見表。 日本標準中有一種“K”級制,例如10K、20K、40K等。這種壓力級的概念與英制單位中的壓力級制相同,但計量單位采用米制。
山東聊城健暉鑄造有限公司堅持誠信、互利,為客戶提供好的服務 和實惠的價格。 球磨鑄鐵管澆鑄順序是根據鑄件的材質牌號,鑄件大小,厚薄,復雜程度和技術要求等合理安排,相同材質的鑄型應聚集在一起。 沖天爐熔化的鐵液,熔化前期的鐵液溫度較低,化學成分波動較大,適合澆厚壁且要求不高的鑄件,熔化中期的鐵液溫度和化學成分比較穩定,適合澆復雜,薄壁,大型,技術較高要求的鑄件,熔化后期的鐵液供應量不穩定,適合澆小型鑄件。 煉鋼爐熔化的金屬液,因熔煉是一次完成的,前期澆鑄溫度較高,適合澆鑄復雜,薄壁鑄件,后期澆鑄溫度較低,適合澆鑄厚壁,簡單鑄件。 鑄型的排列布置應將大型鑄型排列于兩側或者一側,高的鑄型排列于離熔爐遠一些的地方,避免高大鑄件擋住澆鑄人員和指揮者視線。小型鑄型集中排列在離熔爐近一些的地方。 對于中小型鑄型,要盡量使澆口盆排成直線,便于澆鑄,且縮短澆鑄時間。在小型鑄件少,大型鑄件多的情況下,應該用白色粉筆或者涂料筆在沙箱上編上澆注序號,對于不好辨認的澆冒口,通氣孔等,要用粉筆作出記號,使澆鑄工作井井有條。在有條件的車間,大型鑄件應安排在地坑中澆注。 檢查工作的后一步是:檢查緊固裝置,抹縫和澆冒口圈高度。 檢查緊固裝置能否加緊鑄型,使用壓鐵,則要檢查壓鐵重量是否足夠,所壓四角配重是否均衡,是否影響澆注。檢查澆冒口高度是否符合工藝文件要求。檢查抹縫質量及完成情況。 球墨鑄鐵管件的生產過程中金屬液在澆鑄前用測溫儀器進行溫度檢查,并采取試樣或通過觀察進行金屬液成分檢查。 金屬液質量對球墨鑄鐵管件質量有直接影響,不合格的金屬液往往造成球墨鑄鐵管件直接報廢而無法補救。筆者在這里重點介紹球墨鑄鐵金屬液的質量檢查方法。
球墨鑄鐵管水泥砂漿內襯的表面應均勻平滑,表面上允許存在單個的彼此孤立的砂礫。內襯結構、表面光潔度與涂覆工藝有關,由生產方法產生的表面狀態(例如橘皮形狀)是可以接受的,但不應使內襯上某一點的厚度低于小值。 山東聊城健暉鑄造有限公司 球墨鑄鐵管采用什么辦法退火呢?這個問題有點奇怪,讓我們一起去探索。 我們都知道球墨鑄鐵管使用時經常處于高溫和高壓條件,管子在高溫煙氣和水蒸氣的作用下,會發生氧化和腐蝕。要求鋼管具有高的持久強度,高的抗氧化腐蝕性能,并有良好的組織穩定性。承壓流體輸送用螺旋縫高頻焊鋼管(SY5038-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。 鋼管承壓能力強,塑性好,便于焊接和加工成型;經過各種嚴格和科學檢驗和測試,使用可靠,鋼管口徑大,輸送效率高,并可節省鋪設管線的投資。 球墨鑄鐵管一般都是采用純氫作為退火氣氛,氣氛純度是99.99%以上,如果氣氛中另一部分是惰性氣體的話,純度也可以低一點,但是不能含有過多氧氣、水汽。 爐體密封性。光亮退火爐應是封閉的,與外界空氣隔絕;采用氫氣作保護氣的,只有一個排氣口是通的(用來點燃排出的氫氣)。 檢查的方法可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣;其中容易跑氣的地方是退火爐進管子的地方和出管子的地方,這個地方的密封圈特別容易磨損,要經常檢查經常換。提出了冷彎成型前對原料管進行預處理的工藝方案;研究分析了正火溫度、保溫時間和冷卻方式對原料管組織和力學性能的影響規律。 人們提出對輸水工具的需要要早于工業革命時期。我國在明洪武年代(1368——1399年),就生產了球墨鑄鐵管,用在南京武廟閘渠;德國根鑄管是在1455年生產的,用在迪倫保宮殿;法國則是在1644年生產的鑄管,用在塞納河至凡爾賽宮34千米長的管線上。 1809年,英國人Erchart 首先獲得了離心鑄造工藝專利:“用鐵液生產,更純凈的金屬制品” 離心鑄造的優點:和其他鑄造工藝方法相比,利用旋轉產生的離心力的離心鑄造有其獨特的優點。 離心鑄造不用沙芯即可鑄出中空筒形和環形鑄件及不同直徑和長度的鑄管,生產效率高,生產成本低。而且某些鑄件不需任何澆冒口,提高了金屬液的利用率。由于金屬液在離心下凝固,因而組織細密,從而能確保發動機缸套等鑄件的高性能要求 為構建和諧社會,保護環境,我們采用樹脂砂進行砂處理。
選購優選:球墨鑄鐵管廠家來玉溪市澄江市找健暉鑄造(澄江市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理-【15864380828】,地址:[開發區鋼管城]。














