
以下是:懷化市辰溪縣大口徑厚壁鋁管高端定制的產品參數【鑫碩】為客戶提供多樣化產品,包括溆浦方管敢與同行比服務、洪江方管值得買、會同方管廠家質量過硬、鶴城方管大量現貨等,適配多元場景需求。大口徑厚壁鋁管高端定制_鑫碩金屬制品(懷化市辰溪縣分公司)lcxsjs337-3,聯系人:武經理,高新區許營鎮。 湖北省,懷化市,辰溪縣 辰溪地形以山地和丘陵為主,地勢東南高西北低,屬中亞熱帶季風濕潤氣候。沅水流經縣境,辰水在縣城與沅江匯合,常年通航。主要礦產有煤、磷、石灰石、砂金、金剛石、鐵、銅等。滬昆鐵路(原湘黔鐵路)和250省道(原223省道)、308省道公路全境。紀念地有沅陵區剿匪勝利紀念堂、椅子山革命烈士墓。名勝古跡有漢劉尚城遺跡及潭灣、仙人灣等新石器時代貝丘遺址,江東寺、奎星閣、燕子洞和二龍洞等。
大口徑厚壁鋁管高端定制的詳細視頻已經上傳,從產品的外觀到內在,從功能到性能,視頻將為您呈現一個真實、的產品形象。以下是:懷化辰溪大口徑厚壁鋁管高端定制的圖文介紹
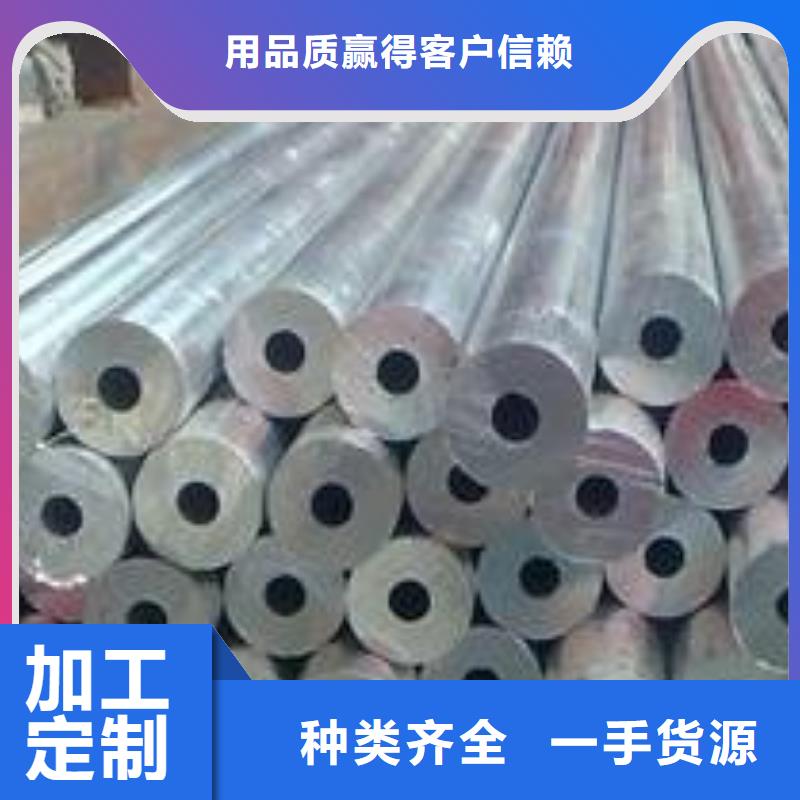
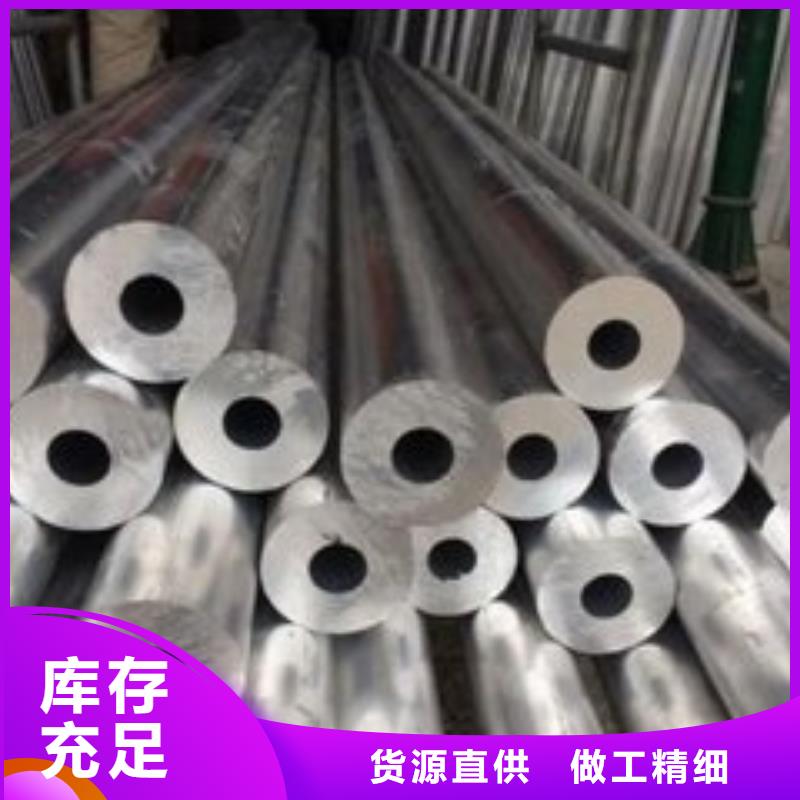
大口徑厚壁3003化學性能.耐蝕性:3003鋁管的耐蝕性很好,接近工業純鋁的耐蝕性,對大氣、淡水、海水、食品、有機酸、汽油、中性無機鹽水溶液等均有良好的耐蝕性,在稀酸中的耐蝕性也很好。 在冷變形狀態時,3003鋁合金有剝落腐蝕傾向,變形越大,剝落越嚴重。由于陽極氧化后色彩不均勻,故一般不進行陽極化處理。 .執行標準.對應牌號 對應牌號 標準 國標:3003 GB/T 3190-1996 ISO:AlMn1Cu ISO 209.1-1989 日標:A3003 JIS H4000-1999 JIS H4100-1999 非標:31000 IS 736-2001 俄標:AMu/1400 FOCT 4785-1974 EN:EN AW-3003/AlMn1Cu EN 573-3-1994 德標:AlMnCu/3.0517 DIM 1725-1-1986 法標:3003(A-M1) NFA50-411 NFA50-451 英標:3103(N3) BS 1470-1988 美標:3003/A93003 AA/UNS 詳詢
懷化辰溪鑫碩金屬制品有限公司擁有 方管銷售人員和技術人才,更好的為廣大用戶適合自己企業的 方管產品,同時讓用戶體驗無后顧之憂的服務,歷經十年,我們已經成為百余家企業單位的合作伙伴。
讓客戶放心滿意是我們的服務宗旨, 以“誠信守法、注重績效、不斷變革”為企業價值觀,我們正努力實踐“為顧客創造價值,為員工謀求發展,為社會承擔責任”的經營理念,致力于打造懷化辰溪可靠的 方管供應商。
鋁合金表面處理方法有什么?詳詢:聊城市鑫碩金屬制品有限公司 鋁合金板材按表面處理方式可分為非涂漆產品和涂漆產品兩大類。 1) 非涂漆類產品 (1) 可分為錘紋鋁板(無規則紋樣)、壓花板(有規則紋樣)和預鈍化氧化鋁表面處理板。 (2) 此類產品在板材表面不做涂漆處理,對表面的外觀要求不高,價格也較低。 2) 涂漆類產品 (1) 分類:按涂裝工藝可分為:噴涂板產品和預輥涂板;按涂漆種類可分為:聚酯、聚氨酯、聚酰胺、改性硅、環氧樹脂、氟碳等。 (2) 多種涂層中,主要性能差異是對太陽光紫外線的抵抗能力, 其中在正面常用的涂層為氟碳漆(PVDF),其抵抗紫外線的能力較強;背面可選擇聚酯或環氧樹脂涂層作為保護漆。另外正面還可貼一層可撕掉的保護膜。鋁管的原材料是純鋁或者是鋁合金,然后在生產中,經過加壓工藝,將其制成一種縱向,并且中空的管狀的材料。在鋁管的表面,可以存在一個到多個封閉的瞳孔,而且,鋁管要求自身的壁厚,還有鋁管的橫截面要保持一致。 在選擇鋁管使用的拋光溶液的時候,多使用的是磷酸含量占百分之70的溶液,而多數的時候,使用的是磷酸硝酸還有硫酸組合成的混合溶液。而且,這種組合溶液,可以隨著鋁管內使用的合金的不同,在一定的范圍內進行劑量的調整。不過這種混合溶液在使用的時候,要求溫度要達到105度左右,不過,在這樣的溫度下,就會導致里面的氮元素產生一種能夠污染環境的氧化物質。所以,在使用混合溶液的時候,要加入合適的添加劑,現在常用的是S類酸通光亮劑。這樣,在拋光的時候,就不會產生對環境有污染的由氮氧化物長生的黃煙。不過,這種添加劑,只適合在純鋁或者是鋁鎂合金的鋁管拋光的時候進行使用,如果里面含有其它的元素,效果就差很多。所以,這種添加劑的拋光工藝并不能在大范圍中使用,而且,現在也沒有更好的添加劑來產生代替,所以,目前仍然只能使用這種有污染物產生的拋光方式來對鋁管進行化學拋光。不過再拋光的時候,一定要注意好其中硝酸的的使用比率,不然很容易對鋁管的表面造成腐蝕。
鋁合金生產工藝詳解
壓力鑄造簡稱壓鑄,是一種將熔融合金液倒入壓室內,以高速充填鋼制模具的型腔,并使合金液在壓力下凝固而形成鑄件的鑄造方法。壓鑄區別于其它鑄造方法的主要特點是高壓和高速。(1)金屬液是在壓力下填充型腔的,并在更高的壓力下結晶凝固,常見的壓力為15—100MPa。
(2)金屬液以高速充填型腔,通常在10—50米/秒,有的還可超過80米/秒,(通過內澆口導入型腔的線速度—內澆口速度),因此金屬液的充型時間極短,約0.01—0.2秒(須視鑄件的大小而不同)內即可填滿型腔。壓鑄機、壓鑄合金與壓鑄模具是壓鑄生產的三大要素,缺一不可。所謂壓鑄工藝就是將這三大要素有機地加以綜合運用,使能穩定地有節奏地和地生產出外觀、內在質量好的、尺寸符合圖樣或協議規定要求的合格鑄件,甚至優質鑄件。
壓鑄的流動性
流動性是指合金液體充填鑄型的能力。流動性的大小決定合金能否鑄造復雜的鑄件。在鋁合金中共晶合金的流動性。
影響流動性的因素很多,主要是成分、溫度以及合金液體中存在金屬氧化物、金屬化合物及其他污染物的固相顆粒,但外在的根本因素為澆注溫度及澆注壓力(俗稱澆注壓頭)的高低。
實際生產中,在合金已確定的情況下,除了強化熔煉工藝(精煉與除渣)外,還必須改善鑄型工藝性(砂模透氣性、金屬型模具排氣及溫度),并在不影響鑄件質量的前提下提高澆注溫度,保證合金的流動性。
選購大口徑厚壁鋁管高端定制來懷化市辰溪縣找鑫碩金屬制品(懷化市辰溪縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:武經理,地址:[高新區許營鎮]。