以下是:遼源市東遼區無縫鋼管質量認證的產品參數【開安】持續拓展產品矩陣,現有東豐球墨鑄鐵管好產品放心購等,滿足不同場景需求。無縫鋼管質量認證,開安管業(遼源市東遼區分公司)sdka21166-3為您提供無縫鋼管質量認證產品案例,聯系人:夏志明,電話:【13562007212】、【13562007212】,供應服務范圍覆蓋:吉林省、遼源市、東遼區、東豐縣。 吉林省,遼源市,東遼縣 東遼縣,隸屬吉林省遼源市。位于吉林省中南部,東遼河發源于境內,因河而得名,面積2186平方千米,轄9個鎮、4個鄉。根據第七次全國人口普查數據,截至2020年11月1日零時,東遼縣常住人口為226185人。
文字再美,也抵不過視頻中的無縫鋼管質量認證產品真實呈現,趕快點擊觀看吧!以下是:遼源東遼無縫鋼管質量認證的圖文介紹遼源東遼開安管業有限公司憑借其在 球墨鑄鐵管行業中的優勢加之良好的服務信譽,公司一直保持著高速、穩定的發展、經營態勢。“嚴謹,,熱情”是我們的工作態度。品質生活,源于我們,公司愿與客戶一起共創美好生活!
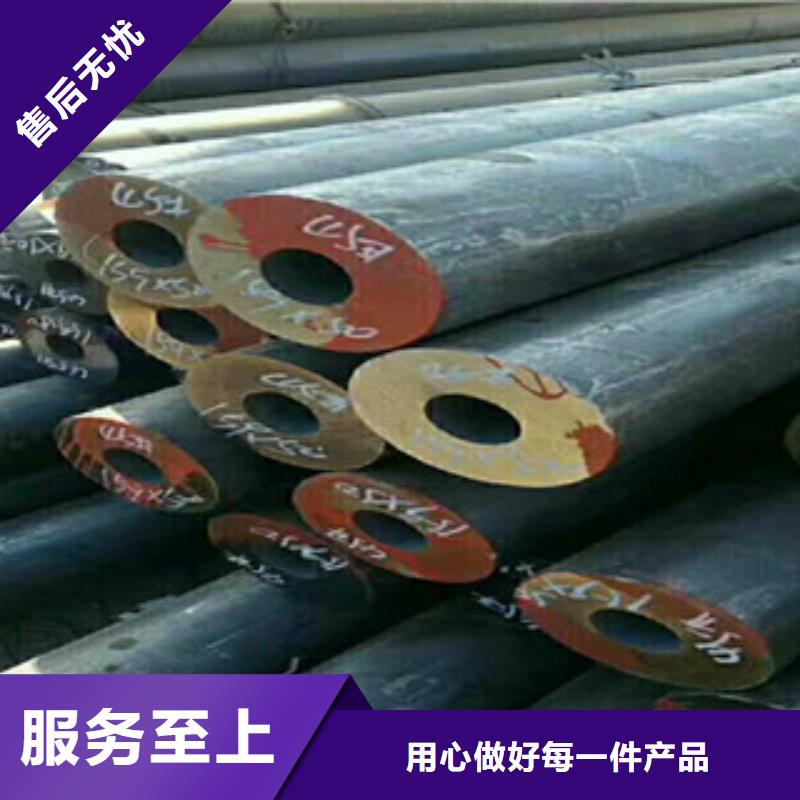
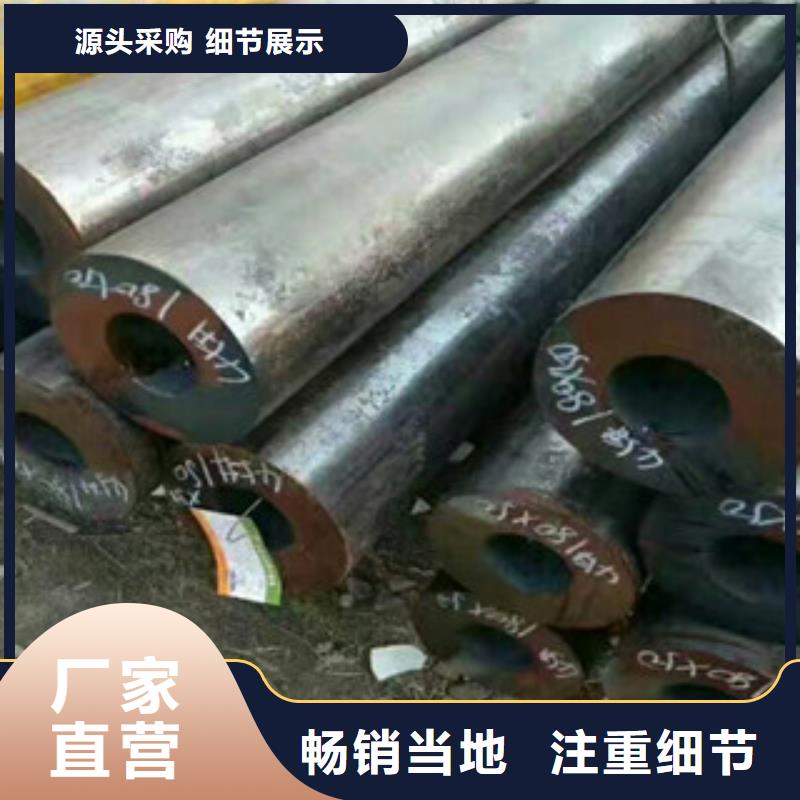
無縫鋼管廣泛用于制造結構件和機械零件,耐壓高、韌性好、簡化制造工序,下面小編給大家分享無縫鋼管的焊接是怎樣的?
1、粗糙的研磨和機加工。研磨和機加工都會造成表面粗糙,留有凹槽,重疊和毛刺等缺陷。每種缺陷也可能使金屬表面損傷到一定深度,以至于受損傷的金屬表面無法通過酸洗,電拋光或噴丸等方法清理掉。粗糙表面能夠成為發生腐蝕和沉積生成物的發源地,重焊前清理焊縫缺陷或多余的焊縫加強高都不能用粗磨進行研磨。對后一種情況,應再用細磨料研磨。
2、焊接引弧斑痕。焊工在金屬表面引弧時,會造成表面粗糙缺陷。保護膜受損,留下潛在的腐蝕源。焊工應在已經焊好的焊道上或在焊縫接頭的側邊引弧。然后將引弧痕跡熔入焊縫中。
3、焊接飛濺。焊接飛濺與焊接工藝有很大關系。例如:GTAM(氣體保護鎢極電弧焊)或TIG(惰性氣體保護鎢極焊)沒有飛濺。但是,采用GMAW(氣體保護金屬電弧焊)和FCAW(帶焊劑芯的電弧焊)兩種焊接工藝時如果焊接參數使用不當會造成大量飛濺。出現這種情況時,必須調整參數。如果要解決焊接飛濺的問題,焊接前應在接頭的每一邊涂上防濺劑,這樣可以飛濺物的附著力。焊完后可以很容易地將這種防濺劑及各種飛濺物清理掉,可不損傷表面或帶來輕損傷。
4、焊劑。利用焊劑進行焊接的工藝有手工焊,帶焊劑芯電弧焊和埋弧焊,這些焊接工藝都會在表面留下細小的焊劑顆粒,普通的清理方法無法將它們掉。這此顆粒將是縫隙腐蝕的腐蝕源,必須采用機械清理方法去除這些殘留焊劑。
氣瓶用無縫鋼管的密實性
鋼管應按GB/T 7735中A級逐根進行渦流探傷檢驗,以檢驗鋼管的密實性。
4.6 無損檢驗
鋼管應按GB/T 5777的規定逐根進行超聲波探傷檢驗,指標由供需雙方協商。
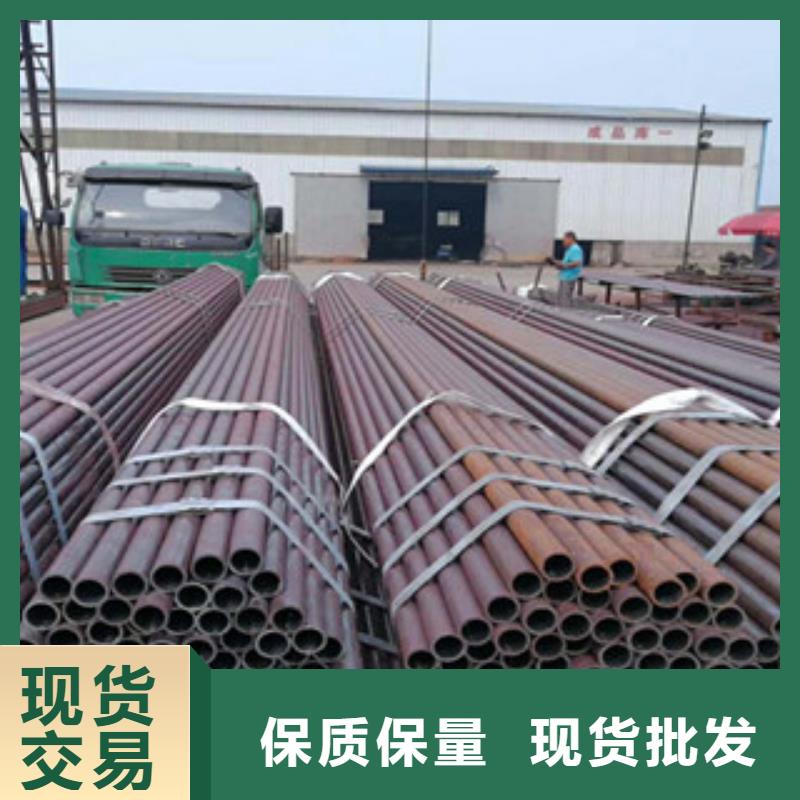
4.7 表面質量
鋼管的內外表面不得有裂縫、折疊、軋折、離層和結疤,這些缺陷應完全掉,但清理處的實際壁厚不得小于壁厚所允許的小值。
允許存在由于制造方式所造成的輕凸起、凹陷或淺的輥痕,但鋼管的外徑和壁厚必須在允許的尺寸偏差之內,且不影響鋼管的使用性能。
附加說明:本標準代替BZJ 250-1999。
本標準與BZJ 250-1999相比主要變化如下:
――增加牌號37Mn、30CrMo;
――取消35CrMo硬度要求;
――增加探傷檢驗要求。
本標準由寶山鋼鐵股份有限公司制造管理部提出。
本標準由寶山鋼鐵股份有限公司制造管理部起草。
本標準起草人:楊新亮。
本標準于1997年首次發布,1999年次修訂。
選購無縫鋼管質量認證來遼源市東遼區找開安管業(遼源市東遼區分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:夏志明-【13562007212】,地址:[東昌府區鳳凰工業園百億鋼管物流園A區28號]。