

以下是:太原市古交市異型鋼管電話詢價的產品參數【亞華】業務覆蓋多領域場景,主營清徐無縫鋼管我們更專業、婁煩無縫鋼管好廠家有擔當、晉源無縫鋼管品質保障售后無憂、尖草坪無縫鋼管源頭廠家量大價優等產品服務。異型鋼管電話詢價,亞華鋼管(太原市古交市分公司)lcsyhgg323-3為您提供異型鋼管電話詢價產品案例,聯系人:胡經理,電話:【15066480076】、【15066480076】,供應服務范圍覆蓋:山西省、太原市、古交市、小店區、迎澤區、杏花嶺區、尖草坪區、萬柏林區、晉源區、清徐縣、陽曲縣、婁煩縣。 山西省,太原市,古交市 唐天授二年(691年),交城縣遷往現在的交城卻波村,原交城改稱為故交,后演變為古交。唐開元二年(714年),撤盧川縣復并入交城縣;1958年11月,改制太原市古交工礦區;1971年8月,婁煩縣的長足上大隊和雁門大隊劃歸古交;1988年,經國務院批準,古交撤區建市。
不要滿足于簡單的文字描述,點擊我們的異型鋼管電話詢價產品視頻,讓每一個細節都躍然屏上,為您帶來前所未有的視覺體驗。
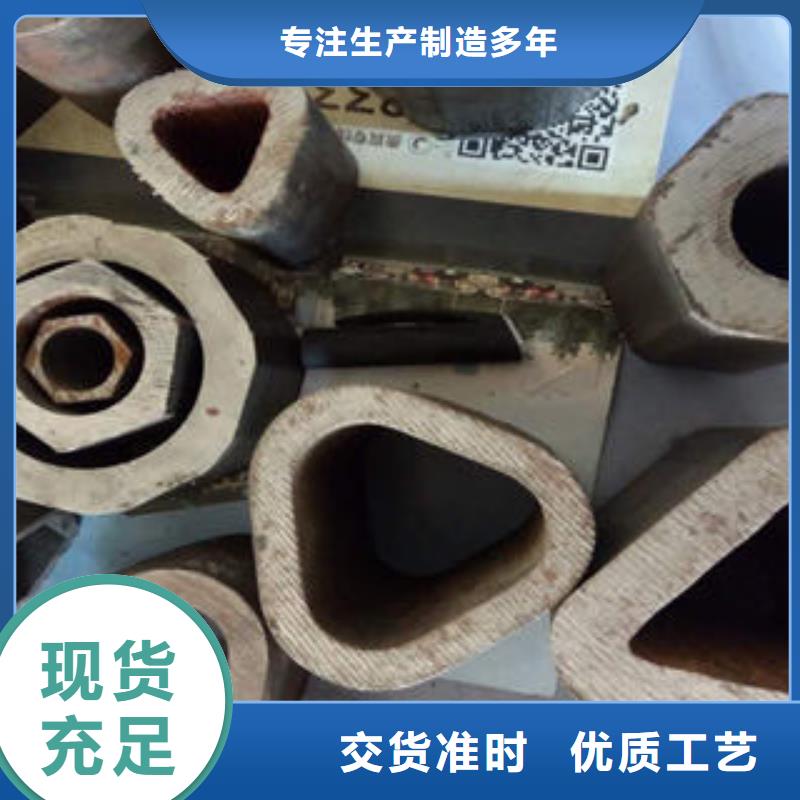
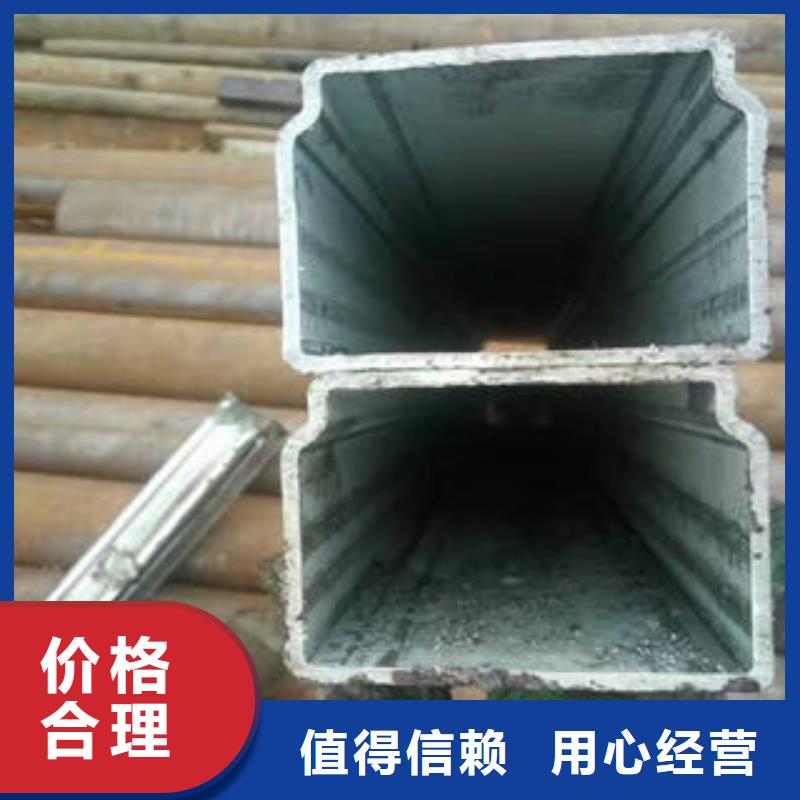
以下是:太原古交異型鋼管電話詢價的圖文介紹
異型管涂裝處理對磷化的五點影響:
(一)除銹。磷化膜不能在銹層或氧化皮上生長的,所以徹底除銹是磷化的必要條件。但除銹時間不能過長。否則易出現過腐蝕,異型管表面粗燥導致結晶粗大多孔,沉淀增多。除銹時間過短,表面活化不夠,同樣使磷化膜結晶粗大。所以控制好除銹時間對于獲得密集活化點,形成致密的磷化膜有著重要的作用。
(二)表調。表調又稱表面調整,通過調整可以改善異型管表面的觀狀態,從而改善磷化膜外觀,結晶細小,均勻致密,進而提高涂膜性能。表調基本上都是膠體鈦鹽表調,對已表調液也需嚴格控制總堿度、溫度、PH值、鈦含量,總堿度、PH值高易使磷化槽下降過快。溫度過高,易產生工序間表干。鈦含量過低表調效果不好,鈦含量太高,磷化膜不易生成,膜重不達標。
(三)脫脂。優質的磷化膜只有在去油污除徹底的表面才能形成,因為油污殘留在管材表面,不僅會嚴重阻礙磷化膜的生長,而且會影響涂膜的附著力,干燥性能,耐腐蝕性能等。
(四)鈍化。磷化后的鈍化封閉可以提高磷化膜單層的防銹能力,同時也可以改善磷化膜的綜合性能,但鈍化液含鉻,廢水處理困難,一般不采用。
(五)脫脂水洗脫脂后水洗,雖然屬于涂裝前處理的輔助工序,但同樣需要引起足夠的重視,這是因為若有清洗不徹底,很容易將脫脂槽中的不易洗凈的表面活性劑及雜質離子帶入磷化槽液中,從而使磷化膜變薄返黃,甚至引起異型管涂裝后起泡脫落。因此建議采用多級水洗,并控制后清洗水的PH值接近中性。
淺析異型管的四個表面缺陷:
由于異型管斷面復雜,產生表面缺陷的機率較大,這樣不但影響合格率,而且還會嚴重影響管材的表面質量。異型管主要的表面缺陷,有以下四個:
(一)小R角部縱裂紋沿著管坯的小R角部成直線分布,短的幾厘米長的可貫穿整根管坯。小R角部是由于液渣難以完全填充角部氣隙而使角部冷卻條件變差,同時由于小R角處應力集中而產生縱裂或凹陷。另外因素還有結晶器的銅板尺寸的精度、生產節奏紊亂、鋼水質量較差、溫度高、拉速快、結晶器液面不穩定、冷卻強度過大等。
(二)振痕深一般寬度2mm左右,深度2-3mm,振痕是由于異型管振動的存在而產生的。
(三)縱裂紋橫向位置分布不固定,沿異型管縱向延伸斷續分布,長短不一,長的有幾米甚至更長,短的有幾厘米,另外還有極少的呈直線固定分布。縱裂紋形成的基本條件:一是結晶器彎月面區初生坯殼不均勻,在坯殼薄弱處產生應力集中。二是樹枝晶間元素的局部偏析,裂紋的萌生和擴展總是在偏析嚴重之處。
(四)翼緣角部夾渣多數呈結疤狀,嚴重時產生一個缺口,深的可達20mm深,缺口處還有未熔的保護渣。翼緣肩角處鋼水的熱流補充不足,液渣層較薄、燒結層厚與固渣混合,再加上結晶器液面的劇烈波動是造成異型管夾渣的根本原因。異型管使用高速切削技術具有如下六個優點:
(一)提率用高速加工中心或高速銑床加工模具,可以在工件一次裝夾中完成型面的粗、精加工和汽車模具其他部位的機械加工,即所謂一次過技術,高速切削技術的應用大大提高了管材模具的開發速度。
淺析不銹鋼異型管的焊接要點:
(一)不銹鋼異型管焊接時,鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
(二)焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護效果不好。
(三)為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角,填充焊絲與異型管表面夾角應盡可能地小,一般為10°左右。
(四)異型管焊接容易受到風的影響,有時風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
(五)保護氣體一般為二氧化碳氣體,氣體流量以20-25L/min較適宜。(六)采用垂直外特性的電源,直流時采用正極性,焊絲接負極。
(七)為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
(八)焊嘴與異型管間的距離以15-25mm為宜。
(九)對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
(十)采用平特性焊接電源,直流焊接時采用反極性。使用一般的CO2焊機就可以施焊,但送絲輪的壓力請稍調松一些。
(十一)一般在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
(十二)在室外有風的地方進行異型管焊接時,務請采取擋板的措施,而在室內則應采取適當的換氣措施。
控制異型管厚度波動的九點措施:
(一)將乳化液的濃度由2.5%提高到4%左右,增大軋制過程中軋輥與異型管帶鋼有效接觸區的油膜厚度,提高潤滑性能,降低摩察系數,從而降低軋制力,改善厚度波動。
(二)通過添加酸性添加劑,使乳化液pH值控制在5-5.5,使軋制油顆粒度趨于增大,降低乳化液穩定性,使ESI由60%-80%降低到40%-60%,從而提高油水分離效果,改善異型管的潤滑條件。
(三)降低工作輥輥面粗糙度,將輥面粗糙度由0.8-1.0μm減小到0.4-0.6μm。
(四)壓縮軋制道次,減小因加工硬化引起變形抗力增大導致的異型管道次軋制力增大,厚度波動。
(五)將軋機正常生產時乳化液的加熱溫度由50-55 ℃,提高為55-60 ℃,以加快乳化液油滴分子的運動速度,使油滴分子聚集度增大,改善潤滑條件。
太原古交亞華鋼管有限公司常年現貨銷售 無縫鋼管等。公司以優質產品的質量銷售給廣大的客戶,滿足客戶的生產需要自成立以來始終堅持以 市場為導向、以客戶為中心、以質量為企業命脈、以誠信為治企之本、堅持認真嚴謹的原則穩步進取,不斷發 展壯大,在業界確立了穩固的銷售服務體系,以良好的信譽 、優質的產品、雄厚的實力、低廉的價格享譽全國30多個省、市、自治區、直轄市,產品深得用戶信賴。
今年在太原市古交市購買異型鋼管電話詢價有了新選擇,亞華鋼管(太原市古交市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的異型鋼管電話詢價產品。如需購買或咨詢,請隨時聯系我們,聯系人:胡經理-【15066480076】,地址:匯通物流園C區303。









