| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電儀 |
| 發(fā)貨期限 | 3天 |
| 供貨總量 | 999 |
| 運費說明 | 供方支付 |
| 小起訂 | 1 |
| 是否廠家 | 生產(chǎn)廠家 |
| 產(chǎn)品材質(zhì) | 鋼結(jié)構(gòu) |
| 產(chǎn)品品牌 | 華宇誠數(shù)控 |
| 產(chǎn)品規(guī)格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 產(chǎn)品型號 | YCLM-4000 |
| 質(zhì)保時間 | 2年 |
| 適用領域 | 金屬鋼板切割 |
| 范圍 | 龍門式數(shù)控等離子切割機龍門等離子數(shù)控切割機龍門等離子切割機價格供應范圍覆蓋安徽省、合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 屯溪區(qū)、徽州區(qū)、歙縣、休寧縣、黟縣、祁門縣等區(qū)域。 |
控等離子切割機 龍門等離子數(shù)控切割機 龍門等離子切割機價格")
控等離子切割機 龍門等離子數(shù)控切割機 龍門等離子切割機價格")
控等離子切割機 龍門等離子數(shù)控切割機 龍門等離子切割機價格")
控等離子切割機 龍門等離子數(shù)控切割機 龍門等離子切割機價格")
控等離子切割機 龍門等離子數(shù)控切割機 龍門等離子切割機價格")
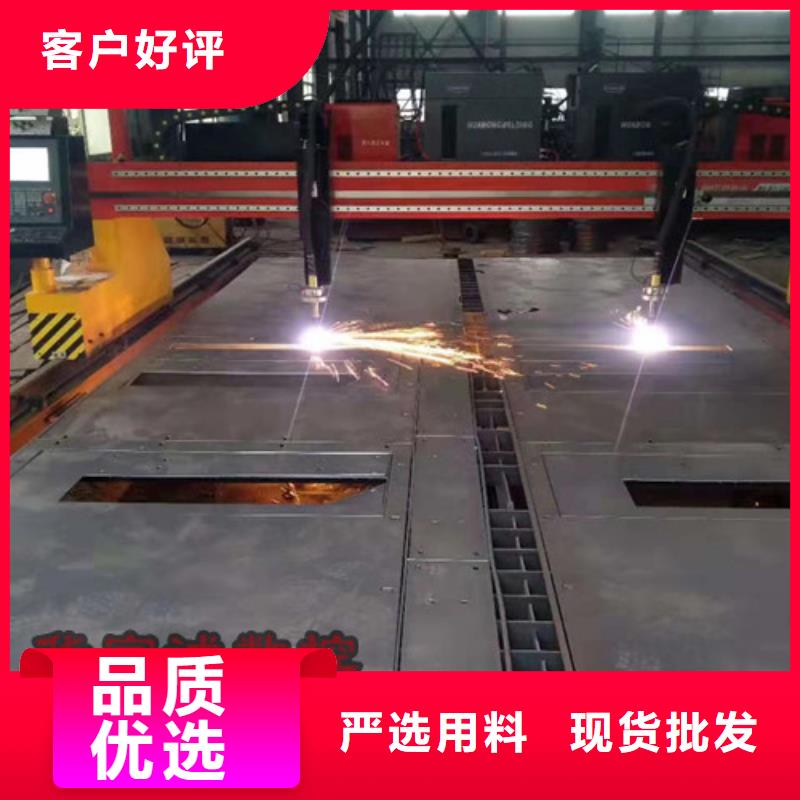
數(shù)控等離子切割機加工速度
除了工作氣體對切割質(zhì)量有影響外,切割速度對數(shù)控等離子切割機的加工質(zhì)量影響也是很重要的。切割速度:切割速度范圍可按照設備說明選定或用試驗來確定,由于材料的厚薄度,材質(zhì)不同,熔點高低,熱導率大小以及熔化后的表面張力等因素,切割速度也相應的變化。主要表現(xiàn):
1.切割速度適度地提高能改善切口質(zhì)量,即切口略有變窄,切口表面更平整,同時可減小變形。
2.切割速度過快使得切割的線力量低于所需的量值,切縫中射流不能快速將熔化的切割熔體立即吹掉而形成較大的后拖量,伴隨著切口掛渣,切口表面質(zhì)量下降。
3.當切割速度太低時,由于切割處是等離子弧的陽極,為了維持電弧自身的穩(wěn)定,陽極斑點或陽極區(qū)必然要在離電弧近的切縫附近找到傳導電流地方,同時會向射流的徑向傳遞更多的熱量,因此使切口變寬,切口兩側(cè)熔融的材料在底緣聚集并凝固,形成不易清理的掛渣,而且切口上緣因加熱熔化過多而形成圓角。
4.當速度極低時,由于切口過寬,電弧甚至會熄滅。由此可見,良好的切割質(zhì)量與切割速度是分不開的。控等離子切割機 龍門等離子數(shù)控切割機 龍門等離子切割機價格")
數(shù)控等離子切割機切割質(zhì)量的評價指標這一節(jié)我們談一下數(shù)控等離子切割機切割質(zhì)量的評價指標,對于數(shù)控等離子切割機切割質(zhì)量的評價指標,相信大家都不是很清楚,接下來就由武漢耐霸小編來給大家介紹一下。 數(shù)控等離子切割機切割質(zhì)量的評價指標目前還沒有性的標準,只有行業(yè)標準:即《熱切割等離子弧切割、質(zhì)量和尺寸偏差》(JB/T 10045.4-1999)。對等離子弧切割質(zhì)量的評價主要包括以下幾個方面: 一、切口的寬度:它是評價切割機切割質(zhì)量的重要特征值之一,也反映切割機所能切割小圓的半徑尺寸。它是以切口寬處的尺寸來計量的,大部分等離子切割機的切口寬度在0.15~6mm之間。造成的影響:1、過寬的切口不僅會浪費材料,也會降低切割速度和增大能耗。2、切口寬度主要與噴嘴孔徑有關,一般來說,切口寬度總是要比噴嘴孔徑大10%~40%。3、當切割厚度增加時,往往需要使用更大的噴嘴孔徑,切口也將隨之加寬。4、切口寬度增加,會使割件的變形量增大。二、表面粗糙度:它用來描述切口表面的外觀,確定切割后是否需要再加工。它是測量切口深度2/3處橫斷面上的Ra值。由于切割氣流的作用在切割前進方向上產(chǎn)生縱向振動的結(jié)果,主要形式是切割波紋。一般要求氧乙炔法切割后的表面粗糙度:1級Ra≤30μm,2級Ra≤50μm,1級Ra≤100μm。等離子弧切割的切口Ra值通常超過火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱邊的方形度:它也是反映切割質(zhì)量的重要參數(shù),關系到切割后所需要再加工程度。該指標常用垂直度U或角度公差來表示。一般來說:等離子弧切割時其U值與板厚及工藝參數(shù)關系密切,通常在U≤(1%~4%)δ(δ為板厚),激光切割U≤0.5mm。四、熱影響區(qū)的寬度:該指標對于那些可硬化或可熱處理的低合金鋼或合金鋼非常重要,過寬的熱影響區(qū)寬度會明顯改變切口附近的性能。空氣等離子弧切割的熱影響區(qū)寬度在0.3mm左右,水下等離子弧切割時,熱影響區(qū)寬度還可以更窄。五、掛渣量:是描述熱切割后在切口下緣粘附的氧化物熔渣或重新凝固材料的多少。掛渣的等級通常是靠肉眼觀測來確定的,一般用無、輕微、中等和嚴重等術語來描述。另外,對割縫直線度、上緣的熔化度以及缺口等也應該有相應的要求。 控等離子切割機 龍門等離子數(shù)控切割機 龍門等離子切割機價格")
近年來數(shù)控等離子切割機越來越受到廣大用戶的青睞,主要優(yōu)點是切割效率高、切割變形小、耗材成本低(相比火焰切割),還有就是技術成熟,全國各地都有生產(chǎn)廠家,價格也越來越便宜,幾萬幾十萬的都有,符合各行各業(yè)的不同需求。今天要講的就是怎樣正確的調(diào)整數(shù)控等離子切割機電流、弧壓、速度、鋼板高度這些參數(shù),合理的參數(shù)將會提高生產(chǎn)效率、切割質(zhì)量,以及延長耗材使用壽命,終達到降低生產(chǎn)成本的目的。首先講一下幾個參數(shù)的定義:1、電流:等離子切割機的切割電流。2、弧壓:切割過程中等離子正負極之間的電壓。3、速度:割槍在切割過程中行走速度。4、定位高度:切割開始前割槍停止在那與鋼板之間的距離。5、穿孔高度: 穿孔瞬間割槍與鋼板之間的距離。6、切割高度:正常切割過程中割槍與鋼板之間始終保持的距離。7、氣壓:切割用壓縮空氣的壓力。控等離子切割機 龍門等離子數(shù)控切割機 龍門等離子切割機價格")
數(shù)控等離子切割機0該如何選擇,哪家質(zhì)量好
對于數(shù)控等離子切割機0而言,好的品牌質(zhì)量才能真正提高生產(chǎn)加工質(zhì)量。數(shù)控等離子切割機0同一般半自動切割相比,其數(shù)控切割設備擁有眾多特優(yōu)勢,如高能效、維護成本低、更加便捷的方案。在選取綜合的臺式數(shù)控切割解決方案前,考慮事項以及培訓事宜、普通切割材料的類型和厚度,以及要求的切割質(zhì)量很重要。
1.設備的制造工藝,
從外觀可以看出一臺設備的制造工藝水平,無論從鈑金件還是選用零配件的質(zhì)量還是外觀形狀,都能反映出一個廠家對產(chǎn)品質(zhì)量的嚴格要求,選擇外觀做工細致,零部件質(zhì)量可靠的廠家,在設備的穩(wěn)定性能及質(zhì)量上有所;
2.完善的售后服務體系,
任何一種工業(yè)設備,都不可能不用維護,所以完善的售后服務有助于設備的正常運行和客戶的正常生產(chǎn),效率和經(jīng)濟效益。
3.顧客還要根據(jù)自身加工場所的不同,
以及所要切割的板材的尺寸大小來選購。如果是一般的的中小企業(yè)板材加工,可以考慮便攜式數(shù)控切割機和懸臂式數(shù)控切割機,此類機型結(jié)構(gòu)輕巧,并且成本較為低廉。在厚度不大的切割領域,特別是一些鈑金和廣告行業(yè),就可以利用數(shù)控等離子切割機0的。對于一些異型切割,由于是特殊切割,可以考慮用數(shù)控相貫線切割機。比較大的板材,由于切割跨度大,小型的切割機很難適應,或者操作起來難度很大,一般情況下,就要用到龍門式數(shù)控切割機,此類設備用戶可以根據(jù)自身的加工條件向生廠家定做。控等離子切割機 龍門等離子數(shù)控切割機 龍門等離子切割機價格")
控科技(黃山市分公司)名片")