| 產品參數 | |
|---|---|
| 產品價格 | 3500/噸 |
| 發貨期限 | 1天內 |
| 供貨總量 | 汽運 |
| 運費說明 | 汽運 |
| 小起訂 | 1 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
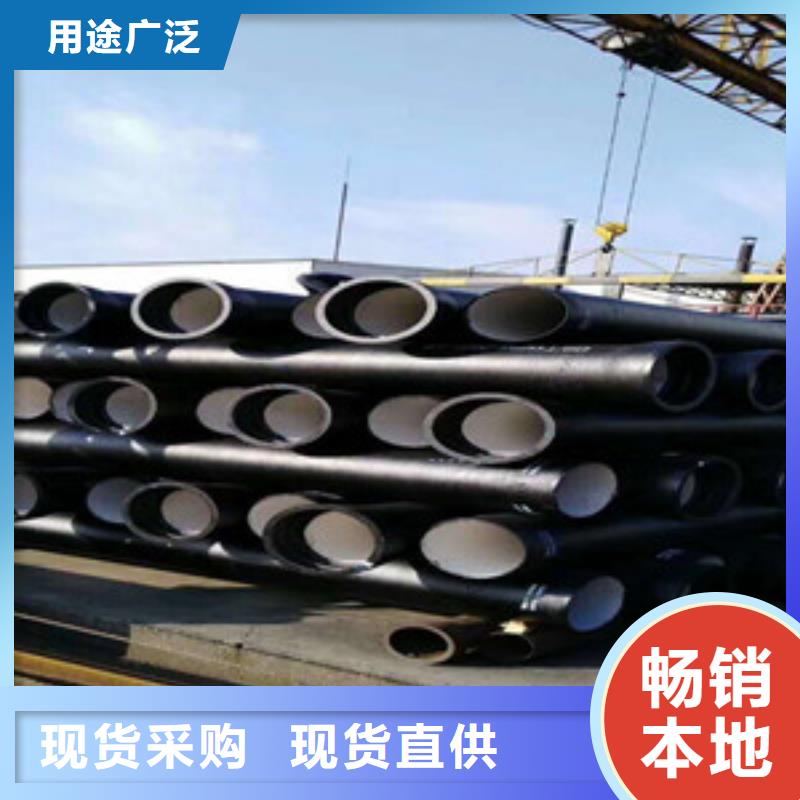
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 格瑞 |
| 產品規格 | 100-1400 |
| 發貨城市 | 全國 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 產品型號 | DN100 |
| 可售賣地 | 全國 |
| 產品重量 | 0.095 |
| 產品顏色 | 黑色 |
| 質保時間 | 70 |
| 外形尺寸 | 圓形 |
| 適用領域 | 市政工程 |
| 是否進口 | 否 |
| 品牌 | 格瑞 |
| 規格 | DN100-1400 |
| 加工工藝 | 離心澆鑄 |
| 類型 | 球墨鑄鐵 |
| 用途 | 市政給水消防排污 |
| 可售地 | 全國 |
| 計重方式 | 理計 |
| 范圍 | 三明市13295球墨管供應范圍覆蓋湖北省 武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市等區域。 |


球墨鑄鐵管中采用的溝槽管件連接技術也稱卡箍連接技術,已成為當前液體、氣體管道連接的首推技術,盡管這項技術在國內的開發時間晚于國外,但由于其技術的先進性,很快被國內市場所接收。從1998年開始研制開發到現在,經過短短幾年的開發和應用,球墨鑄鐵管已逐漸取代了法蘭和焊接的兩種傳統管道連接方式。不但技術上更顯成熟,球墨鑄鐵管運送通常選用汽運,在運送進程中,球墨管不免和汽車及固定物發生沖突和磕碰,這樣會形成外表防腐層的損害,當球鐵暴露到空氣中,在未安標準的運送吊裝進程中外防腐層遭到損壞,外表生銹。球墨鑄鐵管防腐處置非常好,在堆場貯存時,直徑300以下的球墨鑄鐵管都打包,在打包的每層球墨鑄鐵管都用木襯彼此阻隔,避免直管彼此磕碰,直徑300以上的球墨鑄鐵管也分層寄存,每層都用木襯相離隔,因此在出廠前,球墨鑄鐵管的外防腐根本不會出現生銹現象。

稀土和鎂:稀土殘余量過高會惡化石墨形狀,降低球化率,因此稀土含量不宜太高。而鎂又是一個強烈穩定碳化物的元素,阻礙石墨化。由此可見,殘余鎂量及殘余稀土量會增加球鐵的白口傾向,使石墨膨脹減小,故當它們的含量較高時,亦會球墨鑄鐵管增加縮孔、縮松的現象。
球墨鑄鐵管的壁厚:當球墨鑄鐵管鑄件表面形成硬殼后,內部的金屬液溫度越高,液態收縮***越大,所以縮孔、縮松的容積***值和相對值都會增加。若壁厚變化太突然,孤立的厚斷面得不到補縮,會使產生縮孔縮松的現象傾向增大。
碳當量:如果提高碳量,***增大了石墨化膨脹,則可減少縮孔縮松的現象。提高碳當量還可以提高球鐵的流動性,有利于補縮。提高碳當量時,不應使球墨鑄鐵管鑄件產生其他缺陷。

負壓實型鑄造工藝的簡稱。模樣用聚苯乙烯(簡稱EPS,有的EPMMA或STMMA)泡沫塑料制成。經內外表面涂耐火涂料并烘干后,粘接澆注系統,置入特制砂箱、震實,模樣無須取出,將砂箱用塑料膜密閉。澆注前預先抽負壓,使干砂達到所需緊實度,即可澆注。在自來水管道工程上沿用數十年的灰鑄鐵剛性接口管,球墨鑄鐵管件規格型號確定澆注溫度;一般澆注溫度控制在1420℃至1460℃。澆注時保證直澆道始終處于充滿的狀態。澆注時真空度控制在-0.040MPa至-0.045MPa,澆注時間控制在45至60秒。澆注完畢的保壓時間控制在20至25分鐘;澆注完畢的真空度控制在-0.025至-0.030MPa。出箱時間:120至150分鐘。消失模是干砂、由于其強度低、重量大、施工費力及使用壽命短等缺點,已經基本上被柔性接口球墨鑄鐵管取代。
膠圈已北橡皮錘砸實不翹不扭,均勻地卡在槽內。包底Na2CO3沖入法處理,方法簡便但脫硫率低,效果不穩定,處理時煙塵污染環境,對咽喉有刺激性。在規模生產的球鐵車間,宜將脫硫劑置于液面,采用機械攪拌法、搖包法或氣動攪拌法進行脫硫。其中氣動法較為簡單,動力消耗少,為流行。氣動脫硫裝置可設于前爐上游,進行連續脫硫,亦可在爐前單包間斷脫硫。氣動源多為N2。球墨鑄鐵管的維護保養過程中,由于動管軸心線是深埋在地下的,因此遇有傾斜角時,要小心,若阻力過大,切勿強行開挖,以防橡膠圈扭曲。球墨鑄鐵管怎樣延長其使用壽命: 首先球墨鑄鐵管的維護保養要從其選型開始,在項目開工前我們就應該對所需要用到的部件,如管材件、膠圈、彎頭等進行一次肉眼目測的外觀檢查,避免使用帶病的部件。 其次保養的重點是驗收工作時間我們應該著重注意到影響長期穩定運行的承插口/膠圈下管(排管)等,要力求在這幾方面的承口沒有雜物。
名片")