| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家/產地 | 縱橫機械/洛陽 |
| 主要材料 | 碳鋼20# |
| 襯里材料 | 塑料粉未 |
| 襯里厚度 | 4-10mm |
| 產品規格 | 按要求訂做 |
| 生產工藝 | 法蘭連接 |
| 適用溫度 | -60~100℃ |
| 適用壓力 | -0.07 M Pa ~ 2.5 M Pa |
| 檢測電壓 | 5KV-30KV |
| 執行標準 | HG20536-93 |
| 應用領域 | 化工、環保、冶煉、電力等行業 |
| 范圍 | 襯塑管道襯四氟管供應范圍覆蓋上海市 黃浦區、徐匯區、長寧區、靜安區、普陀區、閘北區、虹口區、楊浦區、閔行區、寶山區、嘉定區、浦東新區、金山區、松江區、青浦區、奉賢區、崇明區等區域。 |


襯塑管液體的輸送,磨損主要在流體變向處,其次,在實際使用溫度高于所選用的襯塑管道,導致襯層脫落、收縮,從而堵塞管路通道,增加流阻,影響物料通過量襯塑管經過多年的實際應用,直接影響其使用壽命和性能穩定的因素是溫度、壓力、介質等。
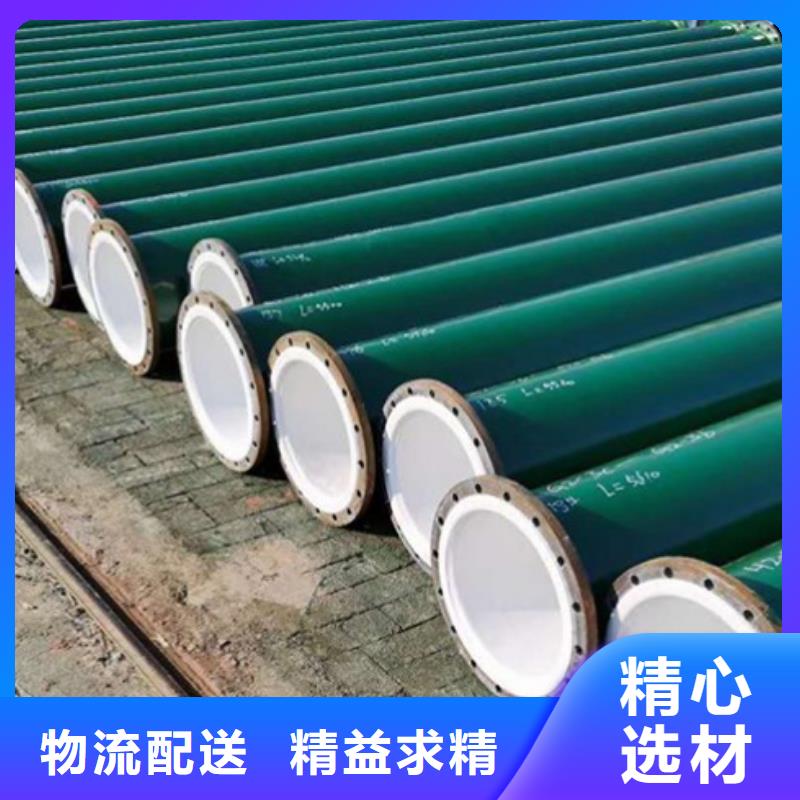
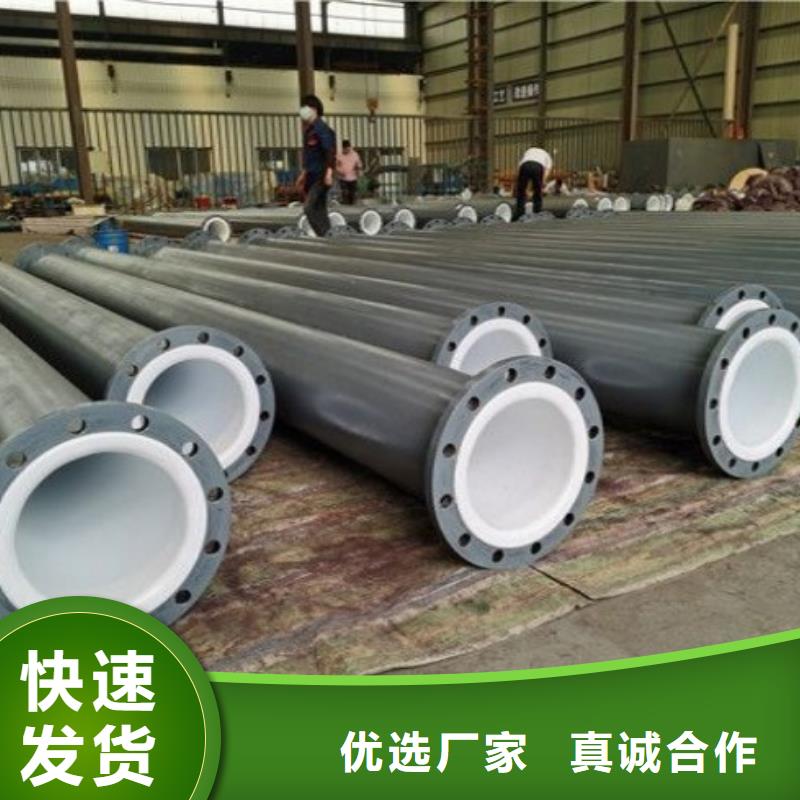
專業生產各種防腐設備,主要產品有:襯塑管件、襯塑變徑管、襯塑管道等。本公司引用先進的生產設備和技術,擁有豐富的制造經驗,雄厚的技術力量,采用滾塑技術將聚乙烯原料一次成型,鋼襯塑罐,鋼襯塑管道內襯面平整、光滑、堅固,具有良好的耐腐蝕、耐磨損、壽命長等優點。
襯塑管產品采用整體滾塑一次成型。具有無接縫、不滲漏、耐腐蝕、抗沖擊、性、重量輕、壽命長、價格優等特點。主要產品有:滾塑儲罐,塑料儲罐,塑料運輸罐,聚乙烯管道等。
洛陽縱橫制造為解決污水處理企業管道易腐蝕磨損老化的現狀,一直以來都在探索創新,尋求新的化學管道以解決對耐磨耐腐蝕抗老化性能的要求。洛陽縱橫制造采用成熟的生產技術生產的襯塑管道在現存管道行業占據巨大優勢,適用于工業污水處理的襯塑管道需求量更是不斷。
工業污水襯塑管道的應用:
化工防腐蝕襯塑管道廣泛應用于石油、化工、化纖、氯堿、染料、農藥、醫藥、環保、冶煉、電力等行業的介質輸送及環保處理系統、飲水工程及給排水工程。



縱橫機械制造(上海市分公司)技術力量雄厚,我廠本著“客戶至上,誠信至上”的原則,與多家企業建立了長期的合作關系,產品質量有保障。縱橫機械制造(上海市分公司)是專業的 鋼襯塑管道生產廠家,本廠主要生產 鋼襯塑管道,凡在我司采購的材料,均提供相應的產品檢驗報告,可放心采購。歡迎廣大用戶實地考察,有意采購我司產品者,歡迎您索取資料或實地考察!
本企業發展思路是:搶抓機遇,開拓創新;同心拼博,攜手共進。助我發展;就是要狠抓學心,改善心智,轉換模式;就是要強化企業文化建設,形成同心謀發展,同步搞建設的氛圍;就是要實現企業與合作伙伴共進,業主事業與員工職業成長共進,達到兩個雙贏。


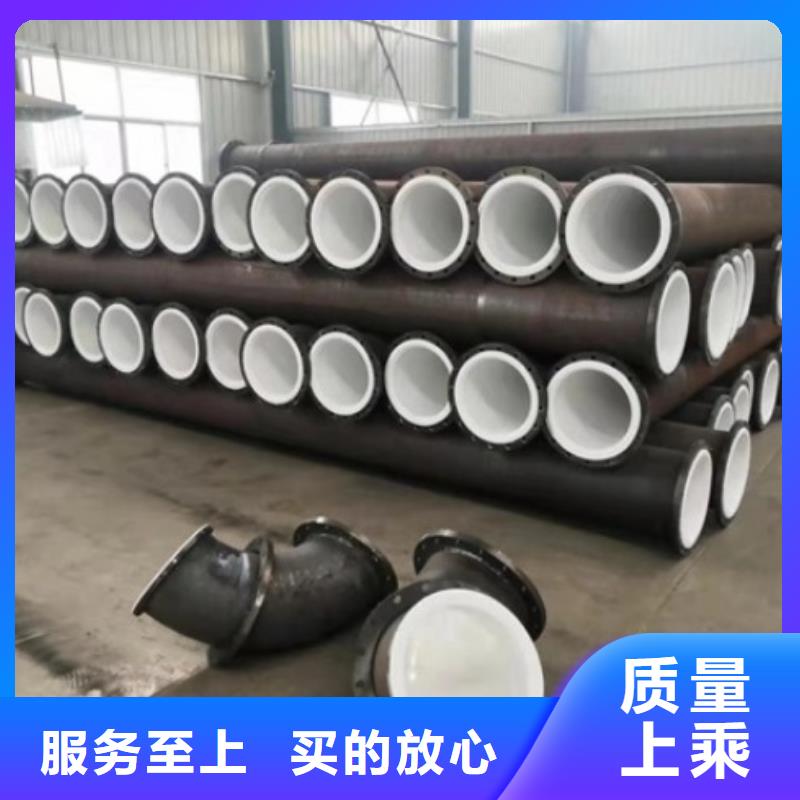
洛陽縱橫機械生產襯塑管道、襯塑鋼管、鋼襯PE管道、鋼襯PO管道、鋼襯PP管、鋼襯PVC管、碳鋼襯塑管、鋼襯四fu管道以及各種非標、成套系列襯塑設備。襯塑管道具有耐腐蝕、緩結垢、不脫層、防腐性能好、抗滲透性好是輸送酸、堿、鹽、有腐蝕性氣體等介質的理想管道。
鋼襯PE管道能保證運送介質的純度,是當前替代襯橡膠、搪玻璃、玻璃鋼的佳耐腐蝕產物。其使用壽命超越不銹鋼管道,是運送酸、堿、鹽、氣體等防腐管道。但價錢僅為不銹鋼管的四分之一,在各類防腐管中鶴立雞群。管件(包含彎頭.三通.四通)悉數選用全體鋼外殼,內襯塑料滾塑成型。鋼襯襯塑管液體的輸送,磨損主要在流體變向處,以及按裝閥門的下游(球閥、蝶閥更為嚴重)的25mm~1600mm的直管,因閥門啟閉致使流體變向,從而導致流體對管壁局部沖刷引起磨損,致使管道損壞。制酸管道繼承了鋼管和塑料管各自的優點,并且根據市場需求、生產工藝、防腐措施、連接方式、性價比等諸多方面進行綜合分析后合理設計管材。因此,襯塑鋼管具有眾多技術特點,廣泛應用于各類建筑的冷熱水的給水系統。襯塑鋼管連接方式有專用卡環連接、溝槽(卡箍)連接或絲扣連接,施工工藝類似鋼管的溝槽連接與鋼管的絲扣連接。
洛陽縱橫機械制造有限公司是一家集科研、開發、生產、銷售于一體的多元化復合型離新技術企業。工業污水處理襯塑管道廠家致力于環保節能新型產品的開發、研究與應用,專業生產電廠防腐管道,礦山耐磨管道,引水管道耐腐蝕管道等。產品分為襯膠系列、襯塑系列,3PE系列等防腐耐磨系列產品,并具備工程測量、設計、生產、安裝能力和完善的售后服務體系。



襯塑管道的生產工藝是熱滾塑工藝,還有一種管道也叫襯塑管,但它的制作工藝是噴涂,二者的區別很大,前者的內襯層較厚,厚度不會低于3mm,主要應用在化工行業,后者的內襯層只有不到1mm,非常的薄,主要是民用輸水管道,用在建筑行業,由于名字較為相似因此被很多人誤以為二者是一種東西,其實不然,在這里向大家澄清一下,前者是化工專用鋼襯塑管道,后者是民用鍍鋅襯塑管,當然在價格上也會有很大差別。 鋼襯塑管道生產工藝主要流程
鋼襯塑管道流程簡圖
原材料 → 切割取料 → 修整 → 調直對眼→ 焊接 → 打磨除銹 → 分送入爐 → 自動加熱 → 智能輸料 → 旋轉滾塑 → 回爐流平 → 表面修整 → 油漆 → 標識 → 包裝 →入庫;
鋼襯塑管道文字說明
殼體半成品制作
按照公司生產計劃和采購計劃,購入各種符合要求的原材料,經理化檢測后,按規定尺寸由金屬管道專用切割機取料,把初取料用數控車床修整,經尺寸檢驗合格,利用法蘭盤精度控制檢測儀分別在直管和配件調直對眼機上進行法蘭點焊,然后按規格大小分別用自動埋弧焊和氣體保護焊焊接成殼體半成品。
打磨除銹處理
經檢驗合格后的殼體半成品用直壓型開放式噴砂機進行內外表面除銹處理,除銹等級達到Sa3級,再將除銹后的殼體半成品內壁進行適度打磨,使鋼管內壁呈毛玻璃狀,以增加滾襯時塑料和鋼管的粘接力和致密性,同時進一步除去焊渣和鐵屑、鐵銹,保證下道滾塑工序的產品質量。
加熱滾塑
將經過預處理的殼體半成品按不同規格型號分別送入自動化加熱爐加熱,利用智能電子溫控儀控制加熱升溫過程,以便殼體充分受熱,熱能控制儀顯示殼體已達到設定熱能狀態后,利用智能輸料控制器和自動定量送料機將設定的粉料送入鋼管內壁,并在旋轉裝置中完成自動滾襯過程。
流平修整
將 步滾塑后的制成品轉入另外一臺設定溫度相對較低的自動化加熱爐,利用旋轉裝置在爐內緩慢轉動,使粘附在鋼管內壁表面未完全熔融的熱塑性粉料進一步融化,在逐步降溫冷卻后出爐,并對外表面進行美觀修整。
油漆包裝
對已滾塑好的成品進行規定的各種型式試驗,將檢驗合格的產品采用底漆、中漆、面漆三道油漆處理,并按標準標識和包裝(油漆、標識和包裝也可按客戶要求)。
鋼襯塑管道法蘭焊接注意事項:
首先:法蘭和管子之間要保持垂直狀態,這一點很重要,如果不垂直結果就會導致管線歪曲,管線越長,歪曲度就越大。
其次:焊接不能有盲點,法蘭內徑肯定要比管道外徑大,焊接過程要仔細,要全焊,不能出現所謂的漏點。
第三:管子兩頭的法蘭焊接時法蘭孔要對準,保持在一條線上,方便以后安裝。
第四:法蘭和管子之間的焊接縫隙要處理,進行打磨,內外都要進行打磨,外邊是為了美觀,里邊必須要平整,否則影響襯塑效果。

名片")