以下是:廣安市鄰水縣無縫鋼管優質廠家的產品參數【開安】為您提供華鎣球墨鑄鐵管廠家大量現貨、岳池球墨鑄鐵管專注產品質量與服務、武勝球墨鑄鐵管滿足客戶所需等多元產品與服務。無縫鋼管優質廠家,開安管業(廣安市鄰水縣分公司)sdka21166-3為您提供無縫鋼管優質廠家,供應服務范圍覆蓋四川省、廣安市、鄰水縣、岳池縣、武勝縣、華鎣市,聯系人:夏志明。 四川省,廣安市,鄰水縣 鄰水縣,古稱鄰州,始建于梁大同三年,先后成功創建為省級衛生縣城、省級文明縣城”和四川省環境優美示范縣城,是全國文化先進縣、科技進步先進縣。2019年4月28日,四川省人民政府決定鄰水縣退出貧困縣序列。2019中國西部百強縣市。2020年7月29日,入選2019年重新確認衛生鄉鎮(縣城)名單。
想要了解無縫鋼管優質廠家產品的魅力?視頻為你揭曉答案!以下是:廣安鄰水無縫鋼管優質廠家的圖文介紹
40cr鋼管生產工藝
熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→坯管→矯直→水壓試驗(或探傷)→標記→入庫。
冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
合金鋼:a.低合金鋼(合金元素總含量≤5%)b.中合金鋼(合金元素總含量>5~10%)c.高合金鋼(合金元素總含量>10%
正火規范:正火溫度850-870℃,正火后硬度179-229HBS。
冷壓毛胚軟化處理規范:溫度740~760℃,保溫時間4~6h,以50~100℃/h的冷速,隨爐降至溫度≤600℃,出爐空冷.處理前硬度≤217HBS,處理后硬度≤163HBS。
生鐵屑保護擺動鬼火規范
(670±10)℃×2h,隨爐升溫,(710±10)℃×2h,隨爐降溫,(670±10)℃×2h,隨爐升溫,(710±10)℃×2h,再隨爐降溫,(670±10)℃×2h,隨爐升溫,(710±10)℃×2h,隨爐降溫,共3個循環,再降溫至550℃,出爐空冷。處理后硬度153HBS.
調質處理規范:淬火溫度850±10℃,油冷;回火溫度520±10℃,水、油冷卻。
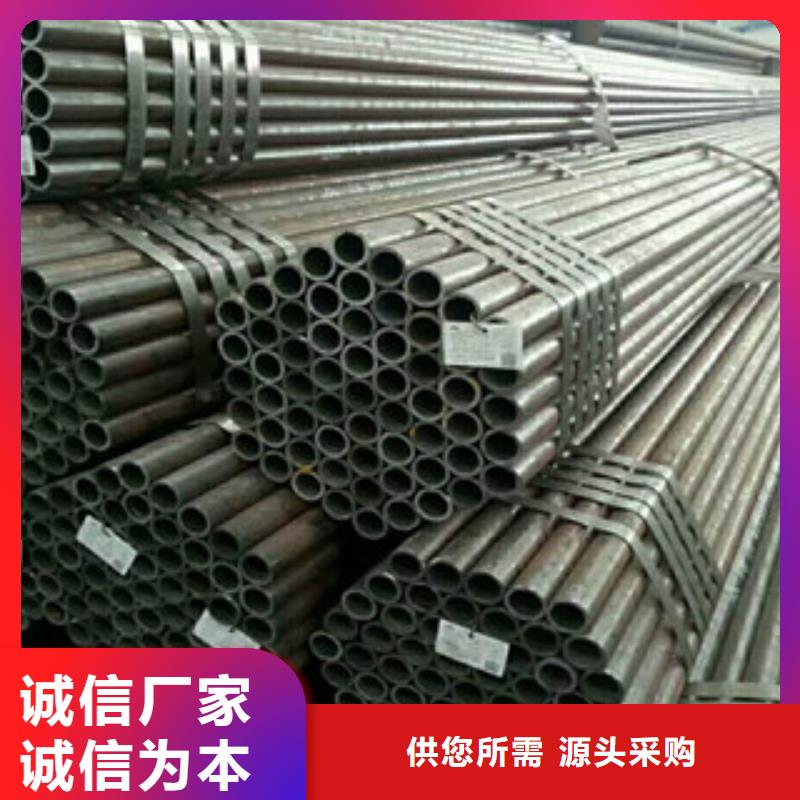
流體輸送用無縫鋼管介紹
流體管是一種具有中空截面,從頭到尾的沒有焊縫的鋼管。鋼管具有中空截面,大量用作輸送流體的管輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。 流體管是一種具有中空截面,從頭到尾的沒有焊縫的鋼管。 用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,如滾動軸承套圈、千斤頂套等,目前已廣泛用鋼管來制造。鋼管還是各種常規武器不可缺少的材料,槍管、炮筒等都要鋼管來制造。鋼管按橫截面積形狀的不同可分為圓管和異型管。由于在周長相等的條件下,圓面積大,用圓形管可以輸送更多的流體。此外,圓環截面在承受內部或外部徑向壓力時,受力較均勻,因此,絕大多數鋼管是圓管流體輸送用無縫鋼管(GB/T8163-1999)是用于輸送水、油、氣等流體的一般無縫鋼管。
執行標準中國標準 GB/T8163
用途
用于輸送水、油氣等流體。
主要生產鋼管牌號
10#、20#、Q345
廣安鄰水開安管業有限公司秉承質量,客戶至上的原則,緊跟世界 球墨鑄鐵管技術發展的潮流,孜孜以求推動 球墨鑄鐵管產品技術的和質量的提高,以真誠的 球墨鑄鐵管產品真誠服務于廣大用戶,確保客戶得到滿意的售后服務和技術支持!公司密切加強同業內公司的技術合作,精益求精,確保公司全部 球墨鑄鐵管產品皆為精品。因為我們深信:只有的品質才能為客戶創造更多更高的價值,讓客戶能夠更放心的購買我們的產品,對我們的服務有更滿意的評價!
無縫鋼管廣泛用于制造結構件和機械零件,耐壓高、韌性好、簡化制造工序,下面小編給大家分享無縫鋼管的焊接是怎樣的?
1、粗糙的研磨和機加工。研磨和機加工都會造成表面粗糙,留有凹槽,重疊和毛刺等缺陷。每種缺陷也可能使金屬表面損傷到一定深度,以至于受損傷的金屬表面無法通過酸洗,電拋光或噴丸等方法清理掉。粗糙表面能夠成為發生腐蝕和沉積生成物的發源地,重焊前清理焊縫缺陷或多余的焊縫加強高都不能用粗磨進行研磨。對后一種情況,應再用細磨料研磨。
2、焊接引弧斑痕。焊工在金屬表面引弧時,會造成表面粗糙缺陷。保護膜受損,留下潛在的腐蝕源。焊工應在已經焊好的焊道上或在焊縫接頭的側邊引弧。然后將引弧痕跡熔入焊縫中。
3、焊接飛濺。焊接飛濺與焊接工藝有很大關系。例如:GTAM(氣體保護鎢極電弧焊)或TIG(惰性氣體保護鎢極焊)沒有飛濺。但是,采用GMAW(氣體保護金屬電弧焊)和FCAW(帶焊劑芯的電弧焊)兩種焊接工藝時如果焊接參數使用不當會造成大量飛濺。出現這種情況時,必須調整參數。如果要解決焊接飛濺的問題,焊接前應在接頭的每一邊涂上防濺劑,這樣可以飛濺物的附著力。焊完后可以很容易地將這種防濺劑及各種飛濺物清理掉,可不損傷表面或帶來輕損傷。
4、焊劑。利用焊劑進行焊接的工藝有手工焊,帶焊劑芯電弧焊和埋弧焊,這些焊接工藝都會在表面留下細小的焊劑顆粒,普通的清理方法無法將它們掉。這此顆粒將是縫隙腐蝕的腐蝕源,必須采用機械清理方法去除這些殘留焊劑。
選購無縫鋼管優質廠家來廣安市鄰水縣找開安管業(廣安市鄰水縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:夏志明,地址:[東昌府區鳳凰工業園百億鋼管物流園A區28號]。