

以下是:云浮市羅定市熱銷:球墨鑄鐵管廠家的產品參數【華夏聯豐】以匠心打造多元場景產品,涵蓋云城球墨鑄鐵管精選貨源、郁南球墨鑄鐵管支持定制批發、新興球墨鑄鐵管有口皆碑、云安球墨鑄鐵管廠家自營等。熱銷:球墨鑄鐵管廠家,華夏聯豐鑄造(云浮市羅定市分公司)hxlfzz94-3為您提供熱銷:球墨鑄鐵管廠家產品案例,聯系人:高經理,電話:【13698652159】、【13698652159】,供應服務范圍覆蓋:廣東省、云浮市、羅定市、云城區、新興縣、郁南縣、云安區。 廣東省,云浮市,羅定市 羅定市是廣東省首批歷史文化名城、廣東省直管縣財政改革試點,“東融西聯”樞紐門戶。2018年廣東鄉村振興培訓學院落戶羅定。羅定產業轉移工業園被確定為省產業集聚發展區。2022年,羅定市實現地區生產總值(GDP)319.19億元,同比增長1.8%。
為了讓您更好地了解熱銷:球墨鑄鐵管廠家產品的優勢和特點,我們特意制作了產品視頻。請您在空閑時間觀看,相信會給您帶來一份全新的體驗和感受。以下是:熱銷:球墨鑄鐵管廠家的圖文介紹華夏聯豐鑄造有限公司云浮羅定球墨鑄鐵管供應廠家量大從優品質過關質量三包庫存充足云浮羅定球墨鑄鐵管的詳細介紹
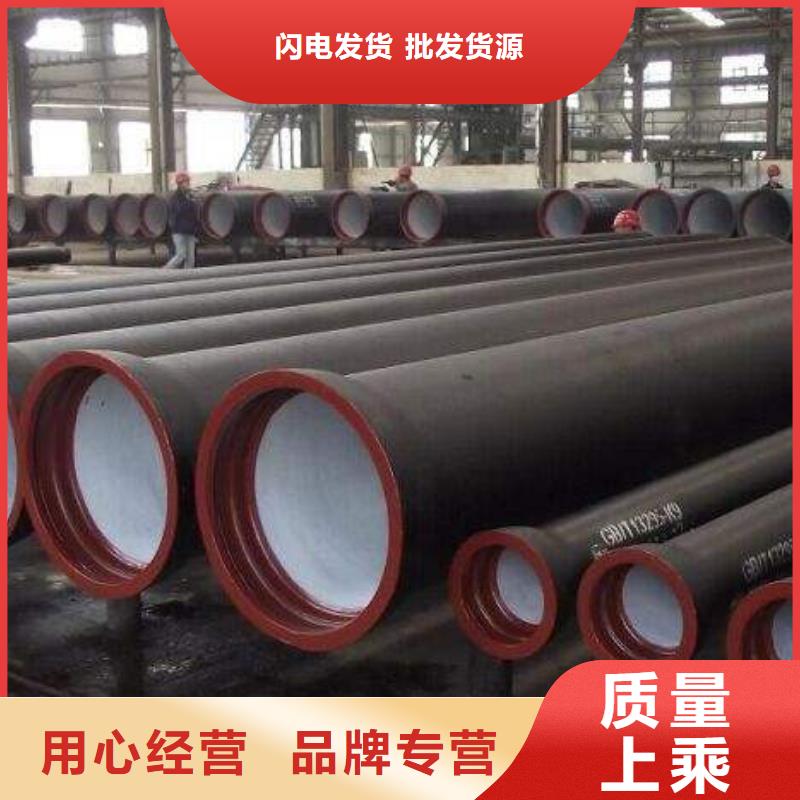
靈活適應做工精細
灰口鑄鐵的補焊工藝. 冷焊法. 電弧焊冷焊法就是焊件在焊前不預熱,焊接過程中也不輔助加熱,因此可以加速焊補生產率,降低成本,改善勞動條件,減少焊件因預熱時受熱不均勻而產生的變形和焊件已加工面的氧化.目前冷焊法正在推廣,并迅速發展.但是冷焊法在焊接后因焊縫及熱影響區的冷卻速度很大,極易形成白口組織.此外因焊件受熱不均勻,常形成極大的內應力,會造成裂紋,在冷焊時應注意以下幾點: ① 焊前應徹底清理油污,裂紋兩端要打上裂孔,加工的坡口形狀要保證便于焊補及減少焊件的熔化量。 ② 采用鋼芯或鑄鐵芯的以外的焊條,小直徑焊條應盡量用小的焊接電流,以減少內應力和熱影響區的寬度。 ③ 采用短焊道焊接法.一般每次焊10-40mm,待其充分冷卻后再焊。 ④ 采用分段倒退焊.這樣可以降低拉應力,對防裂有好處。 ⑤每項焊一短焊道后,用圓頭錘沿焊逢向外錘擊。 冷焊焊條按焊后焊縫的可加工性分為兩大類:一類用于焊后不需要機械加工的鑄件,如鋼芯鑄鐵焊條(EZCQ),只適用小型薄壁鑄件剛度不大部位的缺陷焊補;另一類用于焊后需要機械加工的鑄件,如純鎳焊條(EZNi-1)鎳鐵鑄鐵焊條( EZNiFe-1)鎳銅鑄鐵焊條(ENiCu-1)等。 熱焊法 熱焊法是在焊接前將焊件全部或局部加熱到600-700℃,并在焊接過程中保持一定溫度,焊后在爐中緩冷的焊接方法。用熱焊法時,焊件冷卻緩慢,溫度分布均勻,有利于白口組織,減少應力,防止產生裂紋。但熱焊法成本高,工藝復雜,生產周期長,焊接時勞動條件差,因此應盡量少用。 氣焊焊補灰口鑄鐵的補焊工藝: 氣焊火焰溫度比電弧溫度低得多,因而焊件的加熱和冷卻比較緩慢,這對防止灰口鑄鐵在焊接時產生的白口組織和裂紋都很有利。所以用氣焊焊補的鑄件質量一般比較好,因氣焊成為補焊鑄鐵的常用方法。但氣焊與焊條電弧焊相比,焊工的勞動強度高,焊件變形較大,焊補大型鑄件時難以焊透。但由于氣焊鑄件的質量較好,易切削加工,使許多工廠中的中小型灰口鑄件,還是較多用氣焊焊補。 焊前準備 ① 在焊件完畢后,檢查缺陷.焊件上的缺陷可起碼接觀察,也可用10-20倍的放大鏡查找。 ② 裂紋找出后,在裂紋的兩端鉆直徑φ4-6mm的 裂孔,以防止裂紋擴展.焊接灰口鑄鐵時可選用鑄鐵焊絲,絲401A或絲401B. 焊接時氣焊熔劑選用氣劑201,鑄鐵氣焊熔劑熔點為650℃成堿性,能將鑄鐵氣焊時產生的二氧化硅(熔點為1350℃)變為易熔的鹽類.鑄鐵用氣焊熔劑進行灰口鑄鐵補焊時,應選擇較大號的焊炬,以提高焊接頭焰效率,有利于氣孔夾渣等缺陷.焊嘴孔徑可根據焊補處的壁厚確定。 山東華夏聯豐鑄造有限公司以質量求發展,把好的云浮羅定球墨鑄鐵管交付客戶
云浮羅定球墨鑄鐵管支持多種規格定制,24小時客服
華夏聯豐鑄造有限公司多年云浮羅定球墨鑄鐵管行業經驗值得信賴云浮羅定華夏聯豐鑄造有限公司本著“以質求信,以質求發展,互惠互利,共謀發展,攜手共創,”。以質量求生存,以客戶滿意為指針,為用戶著想,滿足客戶的一切需求,公司秉承“創新、、求實、奮進”的經營理念,努力打造云浮羅定--球墨鑄鐵管精英品牌。
選購熱銷:球墨鑄鐵管廠家來云浮市羅定市找華夏聯豐鑄造(云浮市羅定市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:高經理-【13698652159】,地址:[城陽區雙元路]。
















