| 產品參數 | |
|---|---|
| 產品價格 | 26000 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMRLJ-3000 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |
| 范圍 | 鋼筋籠盤絲機10年經驗供應范圍覆蓋廣東省、廣州市、深圳市、珠海市、汕頭市、佛山市、湛江市、江門市、韶關市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市 羅湖區、福田區、南山區、寶安區、龍崗區、鹽田區、橫崗街道、平湖街道、南山區、坂田街道、光明區、觀瀾街道、西麗街道、龍崗區、民治街道、沙井街道、石巖街道、公明街道、坪山區、松崗街道、梅林街道、蛇口街道、羅湖區、龍華街道、福永街道、大浪街道、福田區、南頭鎮、東門街道、布吉街道、坑梓街道、大梅沙社區、沙頭角街道、寶安區、西鄉街道等區域。 |
鋼筋籠繞筋機維護保養
1、 每天設備生產之前,要對設備狀況進行檢查,主要有如下幾個方面:
(1) 急停按鈕(任意一個)是否處于按下狀態、控制電源開關是否處于關閉狀態;
(2) 各線路連接是否正常;
(3) 是否存在漏油想象;
(4) 各螺栓螺母是否有松動;
(5) 電氣柜內粉塵是否過多。
2、 設備運行過程中,要注意檢查馬達是否有過熱現象;
3、 設備運行過程中,嚴禁對電氣部分進行遮蓋,要保持散熱順暢;
4、 機器正常運行 1個月后,要對斷路器、馬達接線端子、電箱內接線端子,在電源切斷的情況下進行重新緊固;
 深圳鋼筋籠盤絲機10年經驗
深圳鋼筋籠盤絲機10年經驗
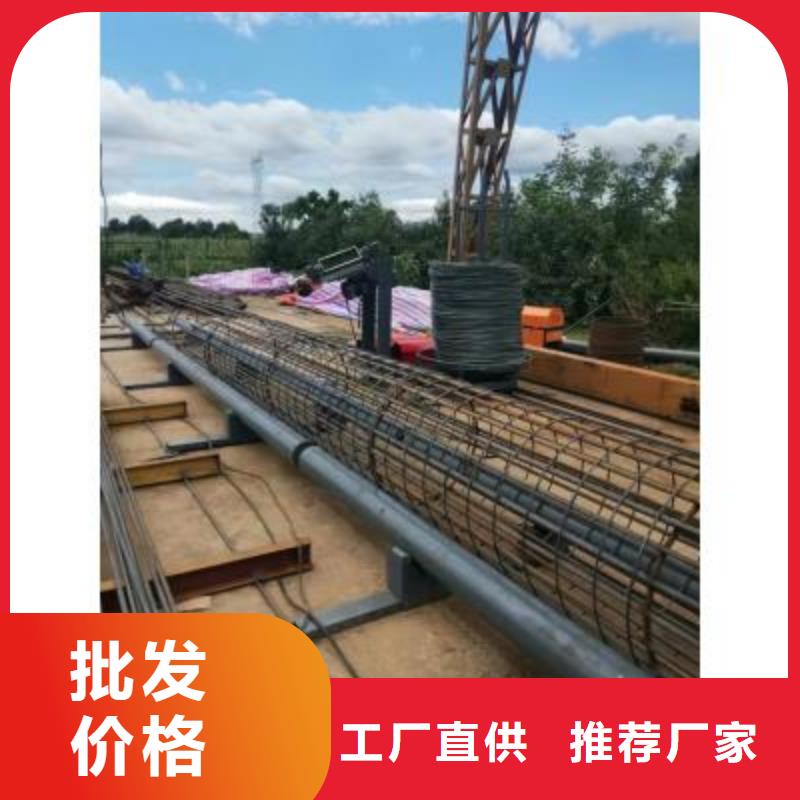
鋼筋籠繞筋機鋼筋籠滾焊機結構
鋼筋籠滾焊機分為:底座、固定車、移動車、分料架、上料架、電動支撐、電控系統、導料架。
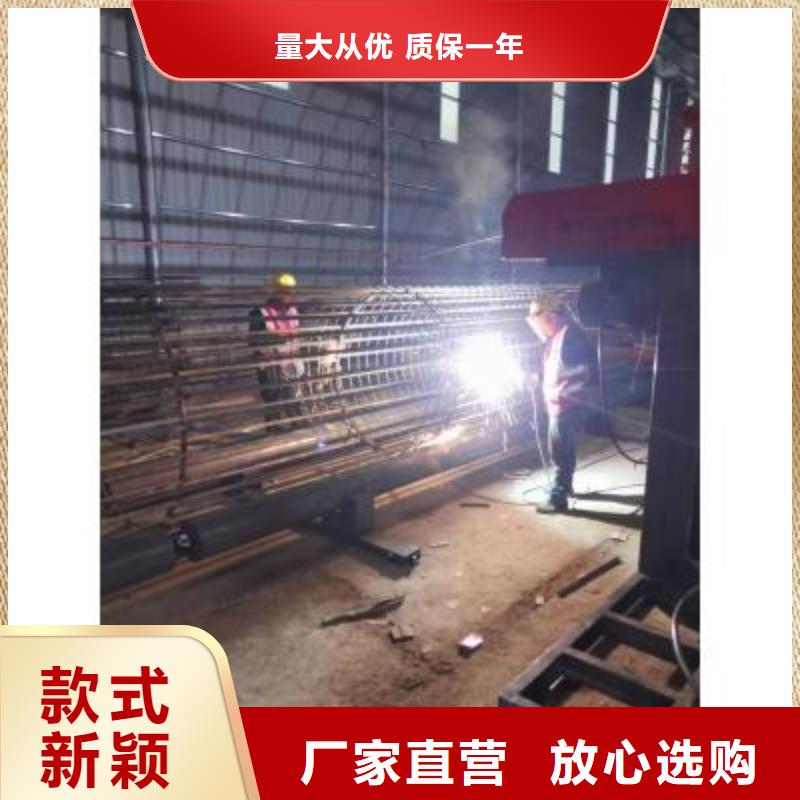
鋼筋籠滾焊機操作方法
1.上料:人工或用行車將主筋放在支架上,然后啟動自動上料裝置,將主筋放入分料架內,用行車將盤筋放在放料架上;
2.穿主筋固定主筋:將主筋通過固定旋轉盤上的模板孔,再穿入移動旋轉盤上的模板孔,并通過移動模板上的夾具將主筋按要求固定;
3. 固定箍筋:將箍筋穿過校直裝置,然后焊接在主筋上;
4.開始焊接成型:鋼筋籠焊接成型,主筋隨著旋轉盤旋轉,同時,移動旋轉盤夾緊并拖著往前移動;這時,繞筋也自動纏繞在主筋上;繞筋間距通過預先設定好的旋轉和前移的速度比值實現;

河南昂納機械有限公司是國內專業制造數控鋼筋籠成型設備及數控鋼筋加工設備的生產基地。河南昂納成立多年來一直立足于各種鋼筋加工設備的研究和生產,現已成為鋼筋設備的專業生產廠家。以精良的工藝裝備,先進的工藝 技術,嚴格的管理體系,熱情的售后服務贏得了用戶,產品暢銷全國各地,并獲得多項殊榮。
鋼筋籠繞筋機設備描述
鋼筋籠主筋通過自動上料到分料架,分料架的主筋需人工穿過固定盤導管到達盤導管,并經過電動工具將主筋固定在盤導管上;盤筋(繞筋)經過矯直器后焊接在主筋上;然后開始正常焊接,固定盤及盤同步且盤按照預先設定的速度(行走速度可根據操作工人的訓練程度進行)前進,同時進行焊接,從而生產出成品鋼筋籠。

二、技術參數1、型號; TYGJL3000型 (按基本型配置)2、加工范圍;鋼筋籠直徑φ600---φ3000mm 長度12m3、繞筋線速;0---15.44、小車速度;0---1.38濟寧騰宇深圳鋼筋籠繞筋機生產廠家采用半自動的方法去完成其繞筋成型整個工藝過程的專用機械裝備(亦可在膠輥上制作骨架) 5,膠輥電機;Y90L-4 功率4kw6、小車電機;Y90L-4 功率1.5kw7、整機質量;3500kg 小車 15*1.3*1.59、安裝尺寸;16三 功能應用 主機;含機架、底座、膠輥、傳動系統等。膠輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,后補齊焊完全部主筋。若采用劃線分度工藝,則不分旋轉反向。
名片")