
以下是:巴中市通江縣方管-廠家直供的產品參數【眾思創】業務覆蓋多元場景,提供以下產品和服務:平昌無縫鋼管、小口徑無縫鋼管、快速發貨、巴州無縫鋼管、小口徑無縫鋼管、源廠直銷、南江無縫鋼管、小口徑無縫鋼管、采購無憂等。方管-廠家直供,眾思創物資(巴中市通江縣分公司)lczsc430-3為您提供方管-廠家直供,供應服務范圍覆蓋四川省、巴中市、通江縣、巴州區、南江縣、平昌縣,聯系人:王經理,電話:【13884835444】、【13884835444】。 四川省,巴中市,通江縣 通江縣,隸屬于四川省巴中市。西魏大統中析始寧縣地置諾水縣,天寶元年更諾水縣為通江縣。
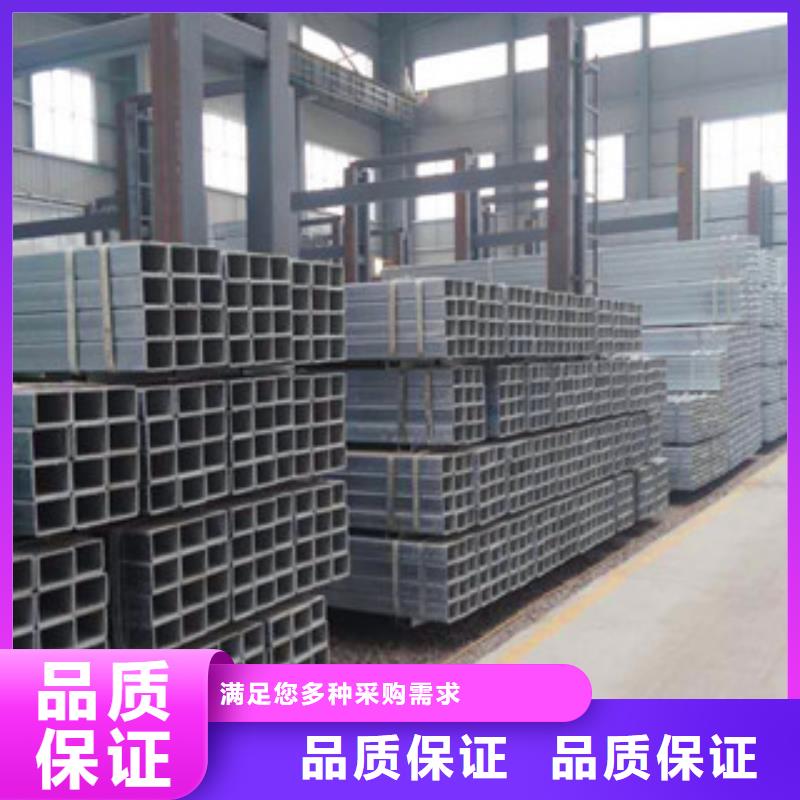
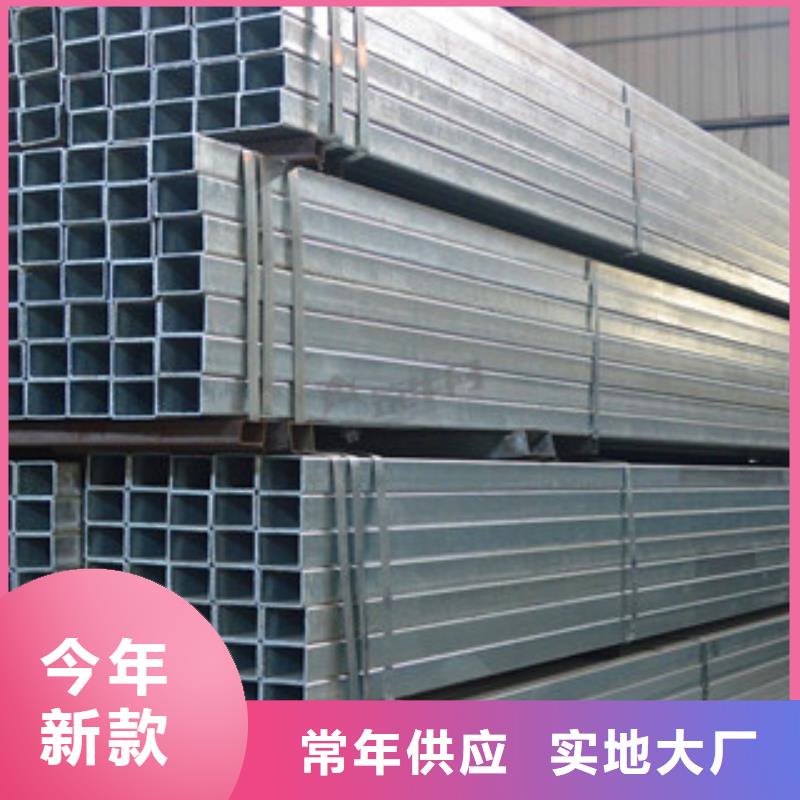
一分鐘,了解產品的全部魅力!觀看我們的方管-廠家直供產品視頻,為您的購買決策提供有力支持。以下是:巴中通江方管-廠家直供的圖文介紹
管坯優劣對無縫鋼管質量的熏陶 管坯質量的優劣是酌奪無縫鋼管質量的首要因素。為了擔保穿孔過程的合理進行和獲得高質量的無縫鋼管,必需對管坯的幾何尺寸,低倍組織和表面狀態等提出嚴格的要求。 管坯直徑過大或橢圓度過大,會使穿孔時咬入條件變壞,還會因管坯直徑壓縮量過大而促使內折的發生。 內部組織緊要是指縮孔和中央疏松,非金屬夾雜的積累、氣體的含量等。這種要求的嚴格程度,隨無縫管的用途和鋼種的差異而異。 為首要的是管坯的表面質量,因為45#鋼管廠在管坯赴任何殘障都市帶到制品無縫鋼管上,并且有殘障的地點頻頻會釀成應力集中,通過塑性變形將使殘障加深、加長。 綜上所述要想出產出高質量的無縫鋼管產物,把好管坯質量關是至關首要的一步。 管坯的生產工藝流程為: 煉鐵—煉鋼—平爐鋼(或電爐鋼和吹氧轉爐鋼)—鑄錠—開坯—軋制圓鋼—管坯 目前國內76~100機組的供坯關系按鋼錠大小可分為四種類型: (1)用8.3號大鋼錠經1150初軋,然后二次軋制成材出管坯; (2)20英寸(500毫米)鋼錠經850或750初軋開坯。然后二次軋制成材出管坯; (3)8英寸(200毫米)小鋼錠經500軋機開坯與軋制,直接供管坯; (4)采用連鑄方坯,經軋制后供管坯。 (5)近幾年來厚壁鋼管廠,為了管坯廉價化,大力發展氧氣轉爐鋼和連鑄坯來生產管坯,可降低成本15%左右 合格的管坯是無縫鋼管生產的先決條件。由于斜軋穿孔的變形特點,對管坯質量(尤其是表面質量)提出了嚴格的技術要求。 (管坯直徑及允許偏差: 管坯直徑為75毫米時允許偏差為+1.0 -0.5毫米; 管坯的直徑為80~90毫米時允許偏差為+0.8 —1.3毫米; 管坯直徑為95~120毫米時允許偏差為+1.0 —1.7毫米。 厚壁鋼管切割廠家的管坯長度:一般為2.3~6米(按雙方協議)。 彎曲度:無矯直設備時局部彎曲度每米不超過10毫米,總彎曲度不超過總長的1.0%。 管坯頭部斜切度: 管徑直徑不大于96毫米時,切斜小于6毫米; 管坯直徑為95~120毫米時,切斜度小于8毫米。 剝皮或扒皮后的管坯表面粗糙度Ra為25微米。 超過上述允許偏差時,不僅使穿孔咬入條件變壞,而且直接影響穿孔質量及其軋機調整。 管坯表面質量直接影響到成品鋼管的外表面質量。在熱軋鋼管生產中,首先要對管坯表面狀態進行嚴格檢查,管坯的外表面不允許有結疤、裂紋、發裂、溝紋、折疊、凹痕、耳子、氣孔、麻點、砂眼及非金屬夾雜等缺陷。當缺陷深度超過0.7~1.0毫米時,缺陷不能隨管坯加熱而燒掉,但殘留在管坯表面上的任何缺陷都會在穿孔變形過程中擴展,使缺陷在鋼管外表面上的任何缺陷都會在穿軋變形過程中擴展,使缺陷在無縫鋼管外表面上加深變長,以致造成廢品。
巴中通江眾思創物資有限公司以合理的價格、熱情的服務態度、精湛熟練的售后保障對您提供優質服務。我們本著交貨迅速、實行三包、跟蹤服務等經營原則竭誠為廣大用戶服務。我公司把顧客放在優先位置,建立起了 無縫鋼管,小口徑無縫鋼管,產品售前、售中、售后服務規范,、全過程滿足顧客要求,使我們的 無縫鋼管,小口徑無縫鋼管,產品和服務深得顧客的信賴,與顧客建立起了長期合作和互利關系。
巴中通江眾思創物資有限公司致力于【無縫鋼管,小口徑無縫鋼管,】研發生產,我們配備先進專業的【無縫鋼管,小口徑無縫鋼管,】生產流水線和卓越的研發銷售團隊,通過不斷擴大的【無縫鋼管,小口徑無縫鋼管,】產品生產能力不斷降低產品成本,為客戶提供j i優性價比的【無縫鋼管,小口徑無縫鋼管,】產品及服務。我們在巴中通江建立有一萬平米的【無縫鋼管,小口徑無縫鋼管,】生產基地,能快速的滿足客戶的實際需求.
15CrMo合金鋼管的焊接方法方式: 1焊接材料 鑒于15CrMo鋼的可焊性和現場高壓管道的工作特性,根據以往經驗和參考國外公司提供的焊接工藝卡,我們選擇了兩種焊接試驗方法。 方案一:焊接預熱,采用ER80S-B2L焊絲,T1G焊接底漆,E8018-B2焊條,焊條電極焊,局部熱處理后焊接。 方案二:采用ER80S-B2L焊絲,T1G焊接底漆,E309Mo-16焊條,焊條填充弧焊蓋,焊后不進行熱處理。 模型C Mn Si Cr Ni Mo S Pδb/ Mpaδ,% ER80S-B2L≤0.050.70.41.2 <0.20.5≤0.025≤0.025≤50025 E8018-B2 0.070.7 0.3 1.1 0.5≤0.04≤0.03 550 19 E309Mo-16≤0.120.5至2.5 0.9 22.0至25.0 12.0至14.0 2.0至3.0≤0.025≤0.035550 25 2焊前準備 試件由15CrMo鋼管制成,規格為φ325×25。 在焊接之前,使用角磨機研磨凹槽的內側和外側以及凹槽的邊緣在50mm內以暴露金屬光澤,然后用丙酮清潔。 試件處于水平固定位置,間隙為4mm。 手動鎢極電弧焊接用于沿圓周均勻地點焊六個點。 每個斑點的實心長度不應小于20mm。 焊條型號烘烤溫度保持時間 E8018-B2 300°C 2h E309Mo-16 150℃1.5小時 3個焊接工藝參數 根據方案I,在焊接前需要預熱。 根據Tto-Bessyo等人提出的預熱溫度的計算公式: To = 350√[C] - 0.25(°C)其中,To - 預熱溫度,°C。
方管-廠家直供,眾思創物資(巴中市通江縣分公司)為您提供方管-廠家直供的資訊,聯系人:王經理,電話:【13884835444】、【13884835444】,供應服務范圍覆蓋四川省 巴中市 巴州區、通江縣、南江縣、平昌縣。










