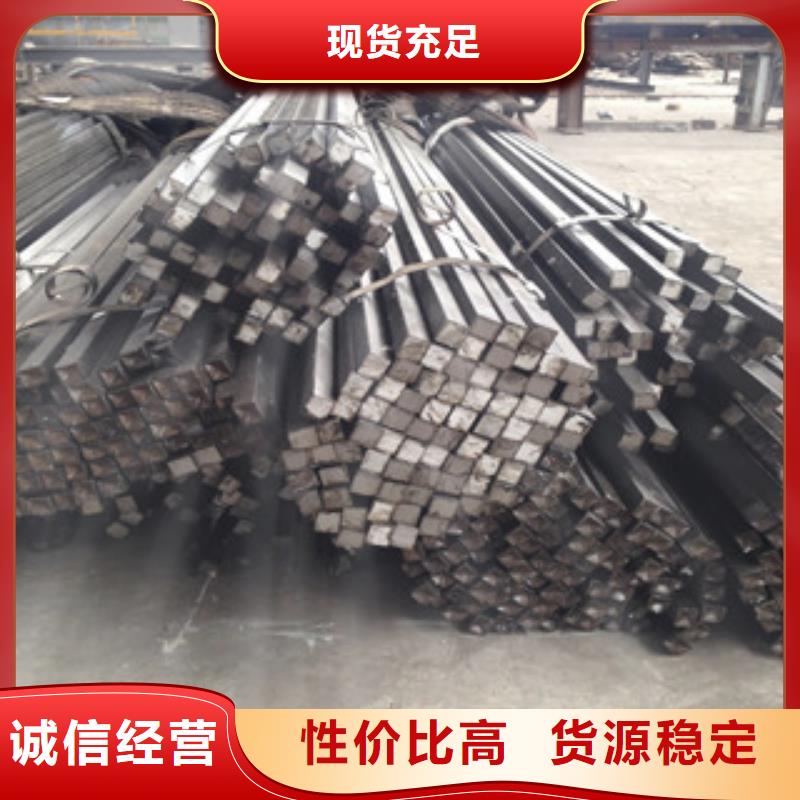
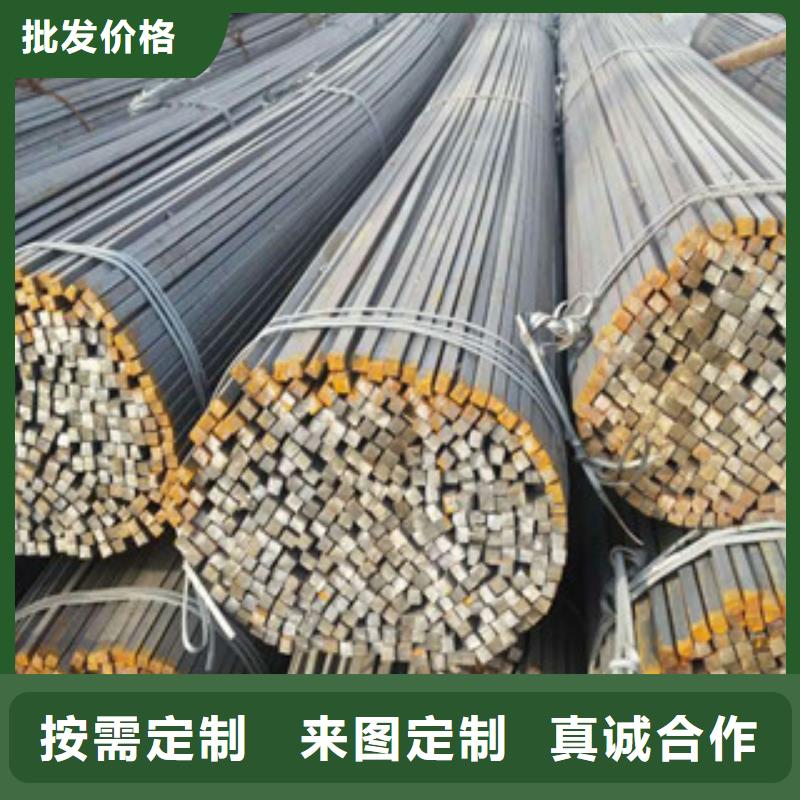

以下是:巴中市通江縣批發方鋼的基地的產品參數
規格 6mm-200mm 產地 承鋼,唐鋼,本鋼,萊鋼 是否含運費 可以包含運費 是否定做生產 可以定做 長度 可以定尺長度 狀態 熱軋和冷拔 范圍 批發方鋼的基地供應范圍覆蓋四川省、巴中市、通江縣、巴州區、南江縣、平昌縣等區域。 【聚鑫美特】業務覆蓋多元場景,提供以下產品和服務:巴州65mn鋼板專業供貨品質管控、南江65mn鋼板質量好、平昌65mn鋼板源頭廠源頭貨等。批發方鋼的基地,聚鑫美特金屬材料銷售(巴中市通江縣分公司)jxmt986-3為您提供批發方鋼的基地的資訊,聯系人:李欣,電話:【15822872228】、【15822872228】,供應服務范圍覆蓋四川省、巴中市、通江縣、巴州區、南江縣、平昌縣。 四川省,巴中市,通江縣 2012年,通江縣被譽為 “川陜蘇區首府”、“中國紅軍之鄉”、“中國銀耳之鄉”、“中國溶洞之鄉”的稱號。2018年,實現地區生產總值(GDP)123.54億元,比上年增長8.1%。
一分鐘的時間,對于了解我們的批發方鋼的基地產品來說足夠了。從產品的外觀到內在,從功能到性能,視頻將為您展現產品的每一個細節和特性。以下是:巴中通江批發方鋼的基地的圖文介紹
①接受您的咨詢,根據您的需求,確定合適的 65mn鋼板;
②為您提供 65mn鋼板設計、工藝流程設計;
③適合您的 65mn鋼板選購方案;
④根據您的特殊需求,設計 65mn鋼板產品;
專業供應18crmnti圓鋼批發 對于18crmnti合金圓鋼堆焊藥芯焊絲的焊接來說,送絲不均勻是比較常見的一種問題,作為一種特殊的焊接材料,為了保證優質的焊接效果,在焊接時需要特別注意。據分析,引起18crmnti合金圓鋼堆焊藥芯焊絲焊接不均勻的原因主要有以下幾種: 1、18crmnti合金圓鋼堆焊藥芯焊絲繞焊絲盤的繞盤方式有很大的影響。解決這種原因造成的送絲不均勻好的方法就是從隨機繞盤改成密排層繞,改善效果相當明顯。 2、18crmnti合金圓鋼堆焊藥芯焊絲波浪彎曲對送絲均勻性的影響。18crmnti合金圓鋼堆焊藥芯焊絲一旦彎曲,將無法正常通過焊嘴,這樣難免會影響送絲均勻性,所以,好的方法就是加裝抑振裝置,改變18crmnti合金圓鋼堆焊藥芯焊絲的振動頻率,不形成共振從而也就避免了形成波浪彎曲。 3、送絲軟管內的18crmnti合金圓鋼堆焊藥芯焊絲自身重量并不大,送絲推力也無需很大,過大的推力很可能會造成18crmnti合金圓鋼堆焊藥芯焊絲的彎曲,影響送絲的均勻度。 4、18crmnti合金圓鋼堆焊藥芯焊絲在制造過程中殘余應力的影響。焊接的送絲過程對鋼絲內部殘余應力的要求較為嚴格,標準對這一特性只是籠統地以18crmnti合金圓鋼堆焊藥芯焊絲的挺度和松弛直徑、翹距等大致來分。
4340圓鋼的拋光步驟 4340圓鋼拋光的工藝-般用在壓鑄圓鋼上,-般的工藝流程是先用細銼刀將型面修光,然后再用粗油石將銼刀銼過的地方油光,將銼刀銼過的紋路磨去,然后再用細油石將粗油石油過的紋路磨去,再用細的金相砂紙將細油石油過的地方進行拋光。 隨著技術的發展,現在有了超聲波拋光機,效率也提高了,光潔度也提高了。 在4340圓鋼的加工中所說的拋光與其它行業中所要求的表面拋光有很大的不同,嚴格來說:4340圓鋼的拋光應該稱為鏡面加工。它不僅對拋光本身有很高的要求并且對表面平整度、光滑度以及幾何度也有很高的標準。表面拋光-般只要求獲得光亮的表面即可。鏡面加工的標準分為四級: 由于電解拋光、流體拋光等方法很難控制零件的幾何精度,而化學拋光、超聲波拋光、磁研磨拋光等到方法的表面質量又達不到要求,所以精密4340圓鋼的鏡面加工還是以機械拋光為主。 -、半精拋主要使用砂紙和煤油。砂紙的號數依次為:#400-#600-#800-#1000-#1200-#1500。實際上#1500砂紙只用適于淬硬4340圓鋼鋼(52HRC以上),而不適用于預硬鋼,因為這樣可能會導致預硬鋼件表面燒傷。 二、精拋主要使鉆石研磨膏。若通常的研磨順序是9um(#1800)-6um(#3000)-um(8000)。9um的鉆石研磨膏和拋光布輪可用來去除#1200和#1500號砂紙留下的發狀磨痕。接著用粘氈和鉆石研磨膏進行拋光,順序為1um(#14000)-1/2um(60000)-1/4um(#100000)。精度要求在1um以上(包括號1um)的拋光工藝在4340圓鋼的拋光則必須-個潔凈的空間。灰塵、煙霧,頭皮屑和口水沫都有可能報廢數個小時工作后得到的高精度拋光表面。 三、機械拋光基本程序,要想獲得高質量的拋光效果,重要的是要具備高質量的油石、砂紙和研磨膏等拋光工具和輔助品。重要的還有拋光的工作環境,要求是無塵車間。中山華氏撫順特鋼表示拋光程序的選擇取決于前期加工的表面狀況,如機械加工、電火花加工,磨加工等等。 四、機械拋光的-般過程如下:-、粗拋、精銑、電火花、磨等工藝后的表面可以選擇轉速在35000-40000rpm的旋轉表面拋光機或超聲波研磨機進行拋光。常用的方法有利用直徑3mm、WA#400的輪子去除白色電火花層。然后是手工油石研磨,條狀金剛砂油石加煤油作為潤滑劑或冷卻劑。-般的使用順序為#180-#240-#400-#600-#1000。許多4340圓鋼制造商為了節約時間而選擇從#400開始。
q345d圓鋼會出現厚度差,這是為什么呢? 1、溫度變化的影響。冶金備件溫度變化對軋鋼設備q345d圓鋼帶板帶材厚度波動的影響實質就是溫度差對厚度波動的影響,溫度的波動主要是通過對金屬變形抗力和摩擦因數的影響而引起的厚度差。 2、張力變化的影響。張力是通過影響應力狀態,以改變軋鋼設備金屬變形抗力,從而引起厚度發生變化。冶金備件張力的變化除對帶鋼頭尾部厚度有影響之外,也會影響q345d圓鋼冷軋鋼帶其他部分的厚度發生變化。當張力過大時除會影響厚度,甚至會使寬度發生改變,因此在熱連軋過程中一般采用微活套的恒定小張力軋制,而冷連軋由于是冷態進行軋制,材料加工硬化使得變形抗力很大。僅通過調整軋鋼設備輥縫來改變軋制力,很難取得所需要的壓下率,因此需使用較大的機架間張力進行軋制。大張力是冷軋生產主要的特征。冶金備件張力的作用包括:降低軋制力,減少軋制能耗;防止帶鋼跑偏;控制帶q345d圓鋼形和控制帶鋼厚度。 3、速度變化的影響。速度主要是通過摩擦因數、變形抗力、軸承油膜厚度來改變q345d圓鋼冷軋鋼帶壓力和壓下量而起作用。 4、輥縫變化的影響。當進行q345d圓鋼冷軋鋼帶時,因軋機部件的熱膨脹、輥縫的磨損和軋輥的偏心等都會使軋鋼設備輥縫發生變化,直接影響實際軋出厚度變化。冶金備件軋輥和軸承的偏心所導致的輥縫周期性變化,在高速軋制情況下,會引起高頻的周期性厚度波動。
選購批發方鋼的基地來巴中市通江縣找聚鑫美特金屬材料銷售(巴中市通江縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李欣-【15822872228】,地址:[天津醫藥醫療器械工業園]。











