
以下是:巴中市通江縣焊接平臺_誠信為本的產品參數【偉業】為客戶提供多樣化產品,包括平昌焊接平臺優質工藝、南江焊接平臺專注質量、巴州焊接平臺貨源直供等,適配多元場景需求。焊接平臺_誠信為本,偉業五金機械廠(巴中市通江縣分公司)btwyjx73-3為您提供焊接平臺_誠信為本的資訊,聯系人:李經理,電話:【13603175737】、【13603175737】,供應服務范圍覆蓋四川省、巴中市、通江縣、巴州區、南江縣、平昌縣。 四川省,巴中市,通江縣 通江縣,隸屬于四川省巴中市。西魏大統中析始寧縣地置諾水縣,天寶元年更諾水縣為通江縣。
準備好領略焊接平臺_誠信為本產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節,從外觀到內在,從功能到性能,讓您了解它的獨特之處。以下是:巴中通江焊接平臺_誠信為本的圖文介紹
1)落砂:鑄件必須經過充分冷卻才能扒出鑄型,一般要求不小于3h。如果時間過短,會發生表面激冷而使硬度較高造成切削困難。鑄件較大時可能會產生熱裂、鑄件內應力較大,易造成變形而影響鑄件外形尺寸。
2)清砂:要獲得表面光潔度好的鑄件,小活件可以通過清理滾筒去除表面的砂子。大活件進行拋丸處理去除表面的砂子。非加工表面的粘砂必須清理干凈,以防止在裝入成品內運動時脫落后進入軸承室內,對軸承的使用造成不良影響。
3)時效處理:一般的鑄件都要進行時效處理,以減小鑄件內應力獲得良好的性能。 4)檢驗過程的控制:通過檢驗,反饋鑄件的缺陷,查找并分析原因,及時采取措施,以減少鑄件缺陷的產生。 通過以上環節控制,使鑄件成為合格產品,要求每個過程相互配合,相互協調,只有注重細節才能較好的控制和提高每個過程的質量,才能保證鑄件的質量。灰鐵鑄件在鑄造生產中,鑄造工藝設計是必要環節,鑄造工藝模擬軟件設計工藝,對于品種多、新產品多的中小鑄造企業,工藝設計工作量非常巨大,對于大型鑄件來說,工藝設計更顯得至關重要。采用CAD軟件設計工藝,一方面可以大大節省設計時間,贏得工期,另一方面也可以設計多種方案加強對比,優選出更適合的工藝方案,避免不必要的損失。
隨著鑄造生產對質量的要求日益嚴格,鑄件生產節奏不斷加快,傳統的手工設計方式已經越來越不適應現代化生產的要求。隨著計算機技術的飛速發展,其價格已經不再是阻礙企業購買計算機的攔路虎,計算機已經進入企業的每一間辦公室。鑄造工藝設計CAD技術適應工藝設計節奏加快的形勢,為廣大鑄造企業開辟了一條新的快速設計的新途徑,并且該軟件售價低廉,區區幾萬元的投入可換來整個企業工藝設計的一場革命性變革,將為我國的鑄造企業帶來巨大的收益。
本廠銷售 焊接平臺,產品質量保證,本著“專業專注、服務”的態度,我們堅信“誠信”才是生存的大道。“小勝憑智,大勝靠德”,歡迎新老客戶來電咨詢。 巴中通江偉業五金機械廠期待以優質的產品和服務,與您共創美好未來。
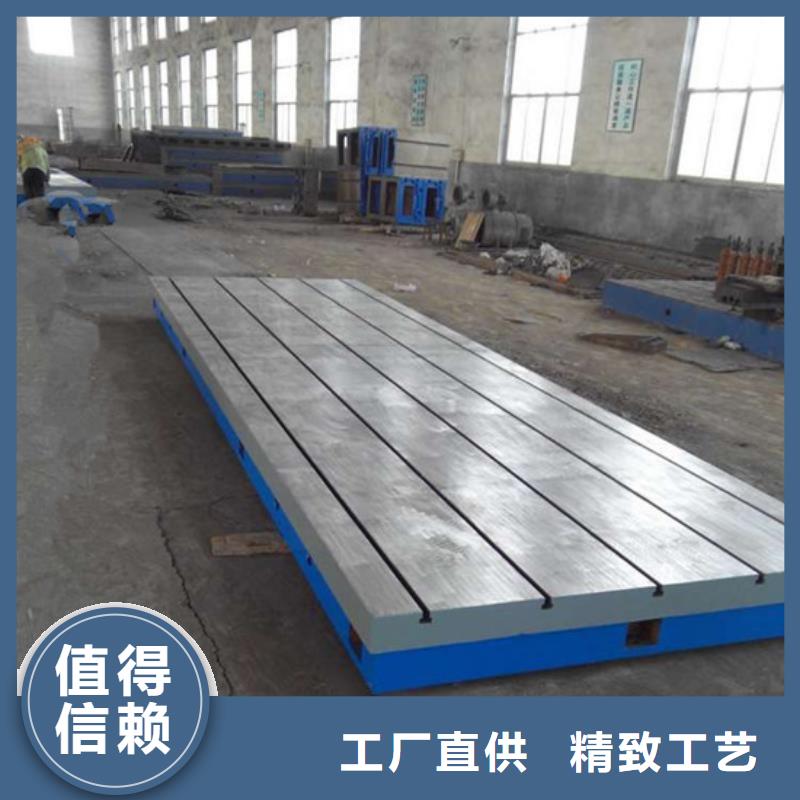
焊接平臺T型槽尺寸根據客戶需要來設計,需要焊接的工件又大、又重時,T型槽開口就越大,換句話說就是使用的用來固定工件螺栓就越大,反之越小,T型槽之間的間距也是根據客戶的需求情況來設計,T型槽的技術參數根據標準GB/T158-1996進行設計、加工,如果是國外客戶T型槽標準應按照DIN650-1985德國標準設計。
焊接平臺熱處理是保證平面度不變形的根本,焊接平臺質量的好壞,熱處理是否合格是考察焊接平臺質量的重點參數之一,焊接平臺毛坯熱處理執行標準GB/T5614-1985 ,無論時間、溫度均要符合標準要求。
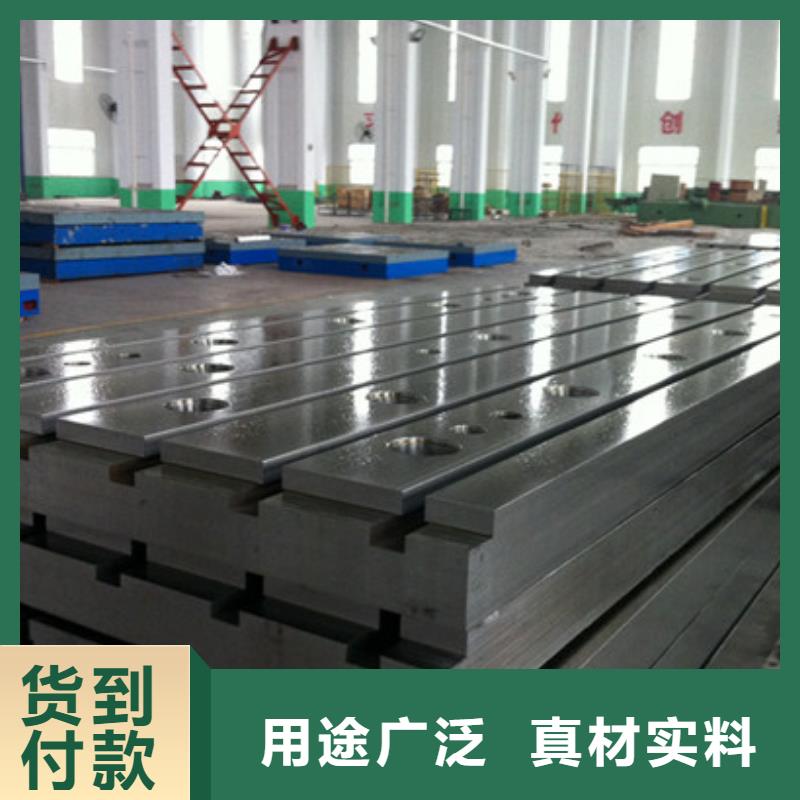
焊接平臺鑄件要符合標準GB/T9439-2010 。焊接平臺毛坯鑄造分為樹脂砂造型和水泥沙造型,現在大型鑄鐵件一般采用這兩種造型方法,均為消失模鑄造,一般批量大有比較小的鑄件采用木模實型鑄造,樹脂砂造型多用于大型機床鑄件和高端焊接平臺鑄造,價格方面要高于水泥沙造型的鑄件,80%的焊接平臺采用水泥沙造型進行鑄造鑄件,這樣既能滿足焊接平臺技術參數的要求,又能降低焊接平臺的制造成本,是大多數廠家制造焊接平臺時用的工藝流程。
檢驗平臺生產灰鑄鐵件時,必須嚴格控制人爐和人包材料的質量,對其成分、塊度及理化性能必須按要求進行檢查和驗收。 鑄鐵鉚焊平板通常采用灰鑄鐵或球墨鑄鐵進行鑄造。
灰鐵被稱為孕育鑄鐵,其以低廉的成本,良好的減震性、耐磨性、機械性能和鑄造性能被廣泛應用于鑄造行業中。要使用灰鑄鐵獲得合格的鑄造坯件,必須經過碾砂-造型-熔煉-澆注-清理-檢查等眾多環節,要保證鑄件的質量就必須控制好鑄造過程中的各個環節。 鑄鐵是一種片狀石墨的灰鑄鐵,只是制造原理同普通鑄鐵不同,增加了過程。
在低碳、硅成份的鐵水中加人適量的孕育劑,以抑制其過度石墨化。一般來說,原鐵水的含碳量在2.8~3.0%之間,由于鑄鐵含碳較低,多以爐料中加人足夠數量的廢鋼。硅的含量在0.9~1.5%之間,以便加大劑的加人量,以提高鑄件機械性能。含硫、錳量分別在0.08~0.12%和0.9~1.2%范圍時,若含錳量過高,鑄鐵中則出現滲碳體。
含磷量小于0.12%,若其含量高,會影響鑄件強度。
嚴格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾時間定在6~7min,混碾后進行約5h左右調勻。調勻后進行過篩、打松后再用,使型砂具有松散性,以提高透氣性、流動性等。
焊接平臺_誠信為本,偉業五金機械廠(巴中市通江縣分公司)為您提供焊接平臺_誠信為本產品案例,聯系人:李經理,電話:【13603175737】、【13603175737】,供應服務范圍覆蓋:四川省 巴中市 巴州區、通江縣、南江縣、平昌縣。