| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 品牌 | 正強 |
| 材料 | 圓鋼 |
| 范圍 | 軋輥鋼高速鋼質量保證生產基地位于【聊城】,供應范圍覆蓋江蘇省 南京市、蘇州市、連云港市、無錫市、常州市、淮安市、徐州市、鹽城市、鎮江市、南通市、泰州市、宿遷市、揚州市 虎丘區、吳中區、相城區、姑蘇區、吳江區、常熟市、張家港市、昆山市、太倉市等區域。 |

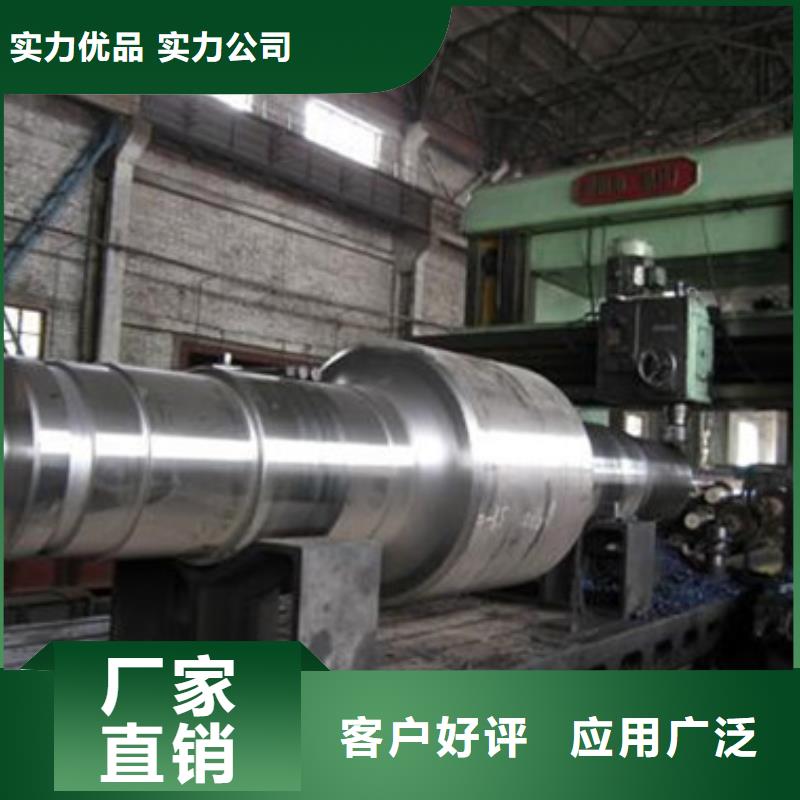
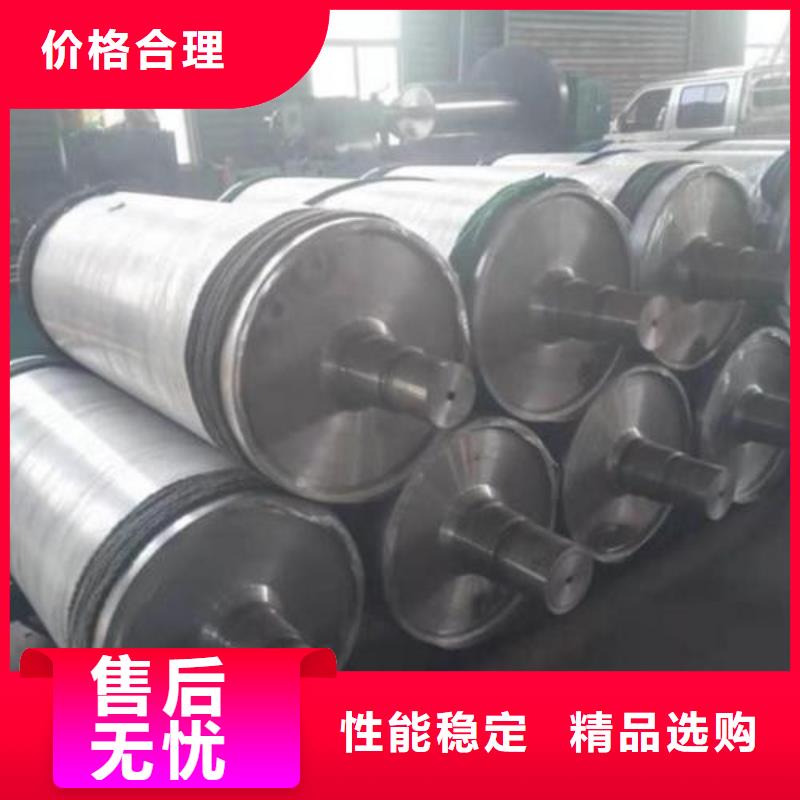
CPC法生產的高速鋼軋輥組織細小、均勻且夾雜物少,幾乎沒有縮孔和疏松等缺陷發生,綜合性能明顯優于普通離心鑄造高速鋼軋輥。它不僅克服了離心鑄造軋輥的偏析缺陷,軋輥心部可采用高強度鍛鋼,輥芯具有較高的強度,這也是離心鑄造方法所做不到的。目前國外CPC法已實現了工業化,日本新日鐵公司設計的一套CPC裝置,其能力如下:軋輥輥身直徑:250~850mm;輥身長度:≤3000mm;外層厚度:≤100mm;軋輥長度:≤5700mm;軋輥重量:≤15000Kg。
我國科學家也發明了一種復合高速鋼軋輥的連續鑄造裝置,由操作平臺、鋼液澆鑄系統、坩堝、分離環、水冷結晶器、振動器、定位導向裝置、感應加熱裝置、拉坯系統組成。其主要技術特征體現在水冷結晶器和坩堝處于操作平臺之上,兩個振動器處于操作平臺之下,水冷結晶器通過分離環與坩堝相連,鋼液澆鑄系統配置在坩堝上方的一側,輥芯感應加熱裝置和定位導向裝置位于坩堝的上方,拉坯系統位于操作平臺之下,引錠板正對結晶器的下端。目前已應用該技術生產了W、V含量高、偏析輕、耐磨性好的復合高速鋼軋輥,可以降低軋制中換輥頻率,大幅度提高軋機的作業率,降低生產成本,提高經濟效益。


實驗材料為含釩、鈮的高速鋼,其化學成分(質量分數,%)為:3.0V,2.0Nb,3.0W,3.0Mo,5.0Cr,0.8C。試樣是在真空條件下用感應爐熔煉,然后在臥式離心機上采用內襯樹脂砂的金屬模離心鑄造φ120mm×140和φ80mm×140mm的試件。鑄態試件用線切割機切割成小塊的條狀試樣。將條狀試樣在不同溫度(950、1000、1050、1100、1150和1200℃)下保溫1h后油淬,冷卻至室溫。淬火后的試樣分別進行不同溫度(500、520、540、575和600℃)保溫2h的二次回火試驗。
軋輥用高速鋼中加入V、Nb元素后,可促進顆粒狀碳化物MC的生成,改善碳化物的形狀、大小和分布。當V、Nb含量較少時,彌散顆粒狀碳化物的數量較少,菊花狀碳化物大量生成;當V、Nb含量達到5%左右時,生成的彌散顆粒狀碳化物較多,



多年來 彈簧鋼廠家、310S不銹鋼管、316不銹鋼管、不銹鋼管生產廠家產品銷售與全國各地,客戶滿意是新物通物資(蘇州市分公司)評定產品質量的好高標準,持續向客戶提供滿意的產品是新物通物資(蘇州市分公司)永無止境的追求。


二、是軋輥與軋材之間摩擦系數增加。高速鋼軋輥與軋材之間的摩擦系數大,軋制負荷增加,易出現打滑現象,可通過適當控制各機架壓下量,采取油潤滑、帶鋼表面冷卻、降低坯料溫度等方式來減小摩擦系數。降低坯料溫度可能使帶鋼邊部溫度較低,可通過感應加熱器來控制帶鋼邊部的冷卻。另外,優化高速鋼軋輥成分也是降低摩擦系數的有效手段。
三、是因軋鋼事故造成軋輥損壞。高速鋼材料沖擊韌性較低,脆性大、抗事故性能弱、因此要加強管理,確保軋機正常運轉,減少軋制事故對軋輥造成的損壞。
高速鋼軋輥在熱軋帶鋼軋機精軋機組前架上取得了良好的使用效果,主要取決于以下幾方面因素:
一是高速鋼材質本身具有較好的熱穩定性和紅硬性,在軋制溫度下具有較高的硬度和良好的耐磨性。



名片")