| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 無縫鋼管 | 國標 |
| 無縫鋼管 | 國標 |
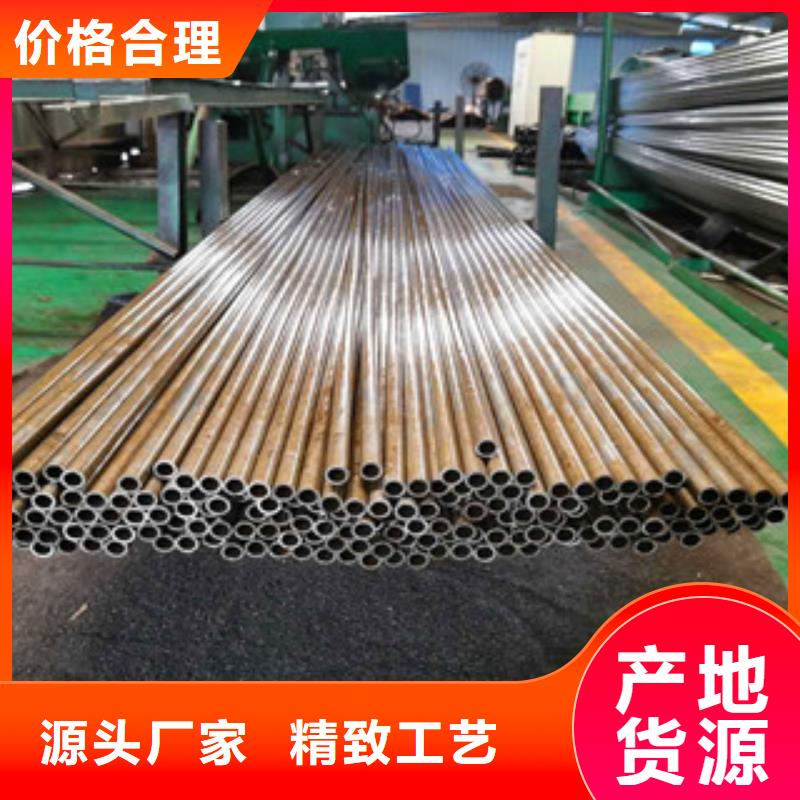
| 范圍 | 精密無縫鋼管精密鋼管生產基地位于【聊城】,供應范圍覆蓋江西省 南昌市、景德鎮市、九江市、贛州市、萍鄉市、新余市、吉安市、上饒市、撫州市、宜春市 信州區、廣豐區、玉山縣、鉛山縣、橫峰縣、弋陽縣、余干縣、鄱陽縣、萬年縣、婺源縣、德興市等區域。 |
在過去的幾年合作中,龍麗金屬材料(上饒市分公司)由于 精密無縫管供貨及時,質量可靠,受到了各用戶單位的一致好評。
未來我公司宗旨:以質量求生存,靠信譽求發展,誠信為本,創新為先,以質取勝。



焊接精密鋼管標準
焊接精密鋼管也稱焊管,是用鋼板或鋼帶經過卷曲成型后焊接制成的精密鋼管。焊接精密鋼管生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫精密鋼管。20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提高,焊接精密鋼管的品種規格日益增多,并在越來越多的領域代替了無縫精密鋼管。焊接精密鋼管按焊縫的形式分為直縫焊管和螺旋焊管。
直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30-,而且生產速度較低。
因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。



管材在溫加工溫度范圍內(室溫以上,再結晶溫度以下)的拉拔,目的是減小拉拔時的應力和拔制力,以增加道次變形量,強化變形過程,減少道次和提高拉拔生產效率。溫拔時管材的加熱方式有接觸式和感應式兩種。采用感應加熱時被加熱的管子和感應線圈必須嚴格同心,才能保證圓周上兩者之間的間隙一致和加熱均勻;另外在出現拔制過程停頓時管子容易過熱。由于此原因,溫拔以采用電接觸加熱居多,其拔制過程和裝置見圖。


10#20#代表意思
10與20代表的它們的含碳量.在GB9948中,10C含量為0.07-0.14而20C含量為0.17-0.24.C的含量越高,它的硬度及強度越高,但韌性和塑性會越低,可焊接性越差.所以容器中要求壓力容器用鋼,C含量不能超過0.25%.所以10鋼會比20鋼在脹接時的可靠些,不容易出現裂.但在設計時,10鋼會比20鋼更費材,因為它的許用應力會小些 10#精密鋼管焊接性較好



名片")