| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 材質 | 20#珩磨管 |
| 型號 | 200*219 200*245 299*200 |
| 非標定制 | 168*219 |
| 類型 | 液壓油缸管 |
| 可定制 | 是 |
| 范圍 | 【20號絎磨管】-油缸管生產基地位于【聊城】,供應范圍覆蓋重慶市 萬州區、涪陵區、渝中區、大渡口區、江北區、沙坪壩區、九龍坡區、南岸區、北碚區、綦江區、大足區、渝北區、巴南區、黔江區、長壽區、江津區、合川區、永川區、南川區、潼南區、銅梁區、榮昌區、璧山區、梁平區、城口縣、豐都縣、墊江縣、武隆縣、忠縣、開縣、云陽縣、奉節縣、巫山縣、巫溪縣等區域。 |
新策鋼管(重慶市分公司)是一家結集 大口徑無縫鋼管銷售、服務于一體的國內知名企業。我公司技術力量雄厚,生產設備精良,檢測手段齊全,質量管理嚴謹,我公司將以z u i可靠的產品質量、z u i優惠的產品價位、z u i完善的售后服務,z u i良好的商業信譽來贏得您對我們的信任和支持。我們竭誠歡迎新老客商蒞臨我公司實地考察、參觀指導!讓我們精誠合作,攜手同心,互惠互利,共創新的輝煌!



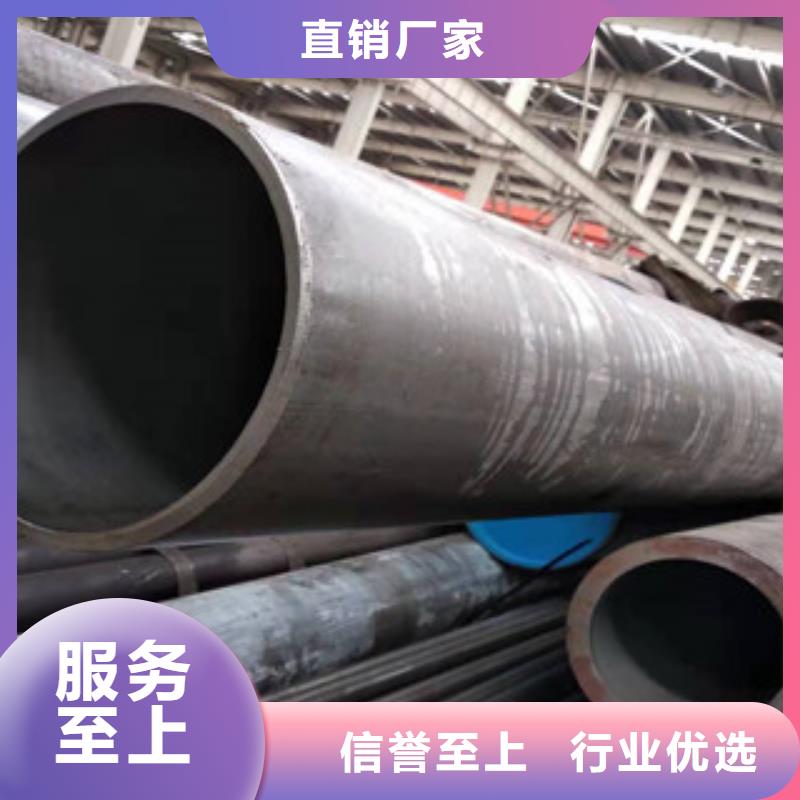
珩磨管產品表面經特殊研磨及硬鍍鉻技術處理,再經鏡面拋光處理而成,耐摩擦、抗腐蝕性特性,適用于各種氣缸、油缸、活塞桿、包裝、紡織、印染機械、壓鑄機、木工、注塑及其他機械用導桿、頂桿等
活塞桿的材質可分為:軸承鋼、45#鋼、40Cr、不繡鋼幾種,產品等級可分為普通桿淬火桿幾種。45#鋼活塞桿表面經特殊研磨及硬鉻電鍍技術外理,再經鏡面拋光而成,耐磨擦、抗腐蝕性特性,適用于各種氣缸、油缸、活塞桿、包裝、木工、紡織、印染機械、壓鑄機、注塑機、及其它機械用導桿、頂桿等。
絎磨管的加工是采用滾壓加工,鋼管表面留有的應壓力,對于表面小裂紋有很好的封閉作用,能防止表面受到侵蝕。從而提高了表面的抗腐蝕能力,并能減少裂紋的產生和擴大,這樣加強了絎磨管的抗壓強度。通過滾壓成型的絎磨管,能在表面形成一層冷作硬化層,減少磨削副接觸表面的彈性和塑性變形,從而提高了耐磨性,避免因磨削產生的燒傷。滾壓后的表面粗糙度大大減小,提高了絎磨管的配合性。
所謂滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使表面的不平整度碾平,從而達到改變表面結構、機械特性、性質和尺寸的終目的。這種滾壓加工技術是磨削無法做到了,同時滿足光整加工和強化的要求。
滾壓加工的原理是利用金屬在常溫狀態下的冷塑性特點,利用滾壓工具對工件施加一定的壓力,使工件表層金屬產生塑性流動,從而降低工件表面的粗糙程度。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,提高金屬硬度和強度,改善工件表面的耐磨性、耐蝕性和配合性。



滾壓加工的原理是利用金屬在常溫狀態下的冷塑性特點,利用滾壓工具對工件施加一定的壓力,使工件表層金屬產生塑性流動,從而降低工件表面的粗糙程度。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,提高金屬硬度和強度,改善工件表面的耐磨性、耐蝕性和配合性。
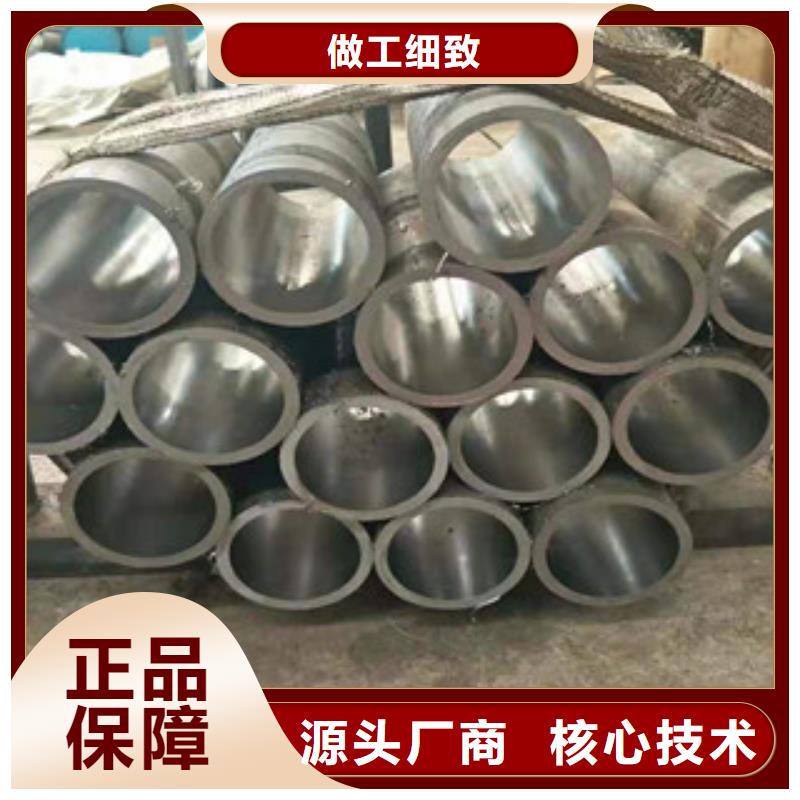
深孔絎磨管加工
磨削精度高、加工效率快、圓度可達5um、內孔表面光潔度可達Ra0.2um。滿足各類高精度內孔加工。
其中珩磨內徑10mm的小孔珩磨頭使用我廠生產的珩磨機可珩磨2m以內的工件,這種技術在國內同行業中只有兩三家有此技術。小孔珩磨頭從10mm-100mm內任何規格都可在3日內快遞至客戶手中。歡迎有此需求的客戶來電垂詢。


滾壓加工的原理是利用金屬在常溫狀態下的冷塑性特點,利用滾壓工具對工件施加一定的壓力,使工件表層金屬產生塑性流動,從而降低工件表面的粗糙程度。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,提高金屬硬度和強度,改善工件表面的耐磨性、耐蝕性和配合性。
深孔絎磨管加工
磨削精度高、加工效率快、圓度可達5um、內孔表面光潔度可達Ra0.2um。滿足各類高精度內孔加工。
其中珩磨內徑10mm的小孔珩磨頭使用我廠生產的珩磨機可珩磨2m以內的工件,這種技術在國內同行業中只有兩三家有此技術。小孔珩磨頭從10mm-100mm內任何規格都可在3日內快遞至客戶手中。歡迎有此需求的客戶來電垂詢。
缸筒是液壓缸的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;缸筒要承受很大的液壓力,因此,應有足夠的強度和剛度。



名片")