| 產品參數 | |
|---|---|
| 產品價格 | 4350 |
| 發貨期限 | 兩天 |
| 供貨總量 | 4000 |
| 運費說明 | 物流 |
| 小起訂 | 1根 |
| 質量等級 | 一級 |
| 是否廠家 | 否 |
| 產品材質 | Q235B Q345B 16mn |
| 產品品牌 | 神悅 |
| 產品規格 | 規格全 |
| 發貨城市 | 包頭 |
| 產品產地 | 包頭 |
| 加工定制 | 加工 |
| 產品型號 | 型號全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 碳鋼 |
| 質保時間 | 一年 |
| 外形尺寸 | 圓形 |
| 適用領域 | 排水用 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產品功率 | 無功率 |
| 工作溫度 | 530 |
| 長度 | 6米 可按客戶要求定尺 |
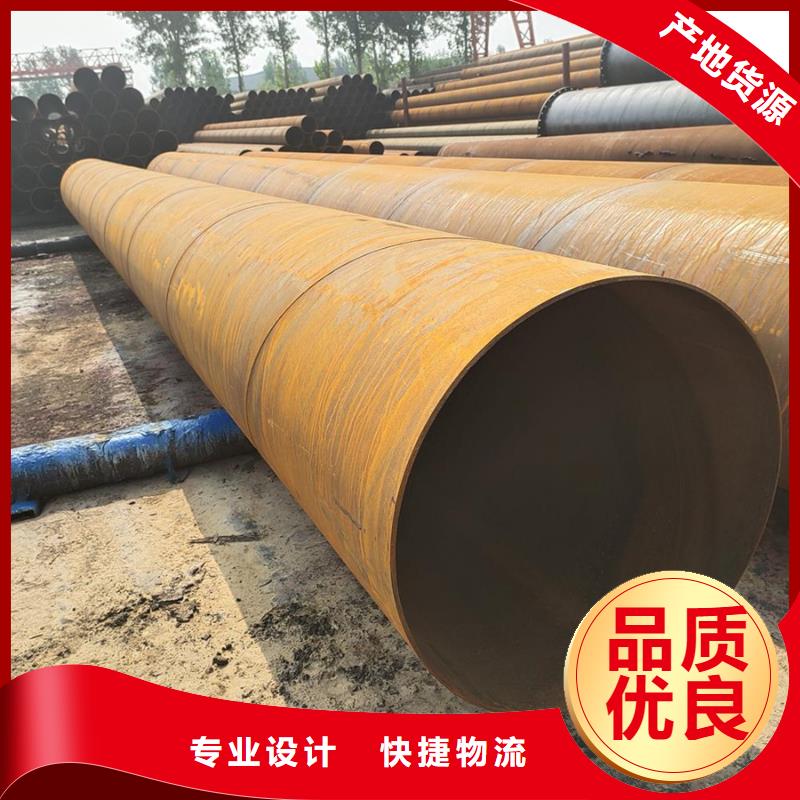
| 范圍 | 熱鍍鋅螺旋鋼管6米定尺供應范圍覆蓋內蒙古、呼和浩特市、包頭市、烏海市、赤峰市、通遼市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市等區域。 |
通遼16mn螺旋管酸洗液體會從處進入平焊法蘭頸內壁和鋼管外壁之間的間隙。隨后,在鍍鋅池中鍍鋅時,高溫會使間隙中的液體轉為氣體并迅速膨脹,導致間隙內壓迅速加大而脹裂焊縫,嚴重時甚至產生爆管。 因此,工程中優先選用帶頸對焊法蘭。下面,針對工程中應用的帶頸對焊法蘭進行選型分析介紹根據相關有限元參數分析,可得到影響帶頸對焊法蘭承載性能的主要設計參數的取值原則,總結如下: 1)通遼16mn螺旋管頸部坡度。頸部坡度越小則法蘭越緊湊,但這會加劇法蘭頸根部應力。根據理論分析及相關試驗結果,帶頸對焊法蘭頸部坡度取10


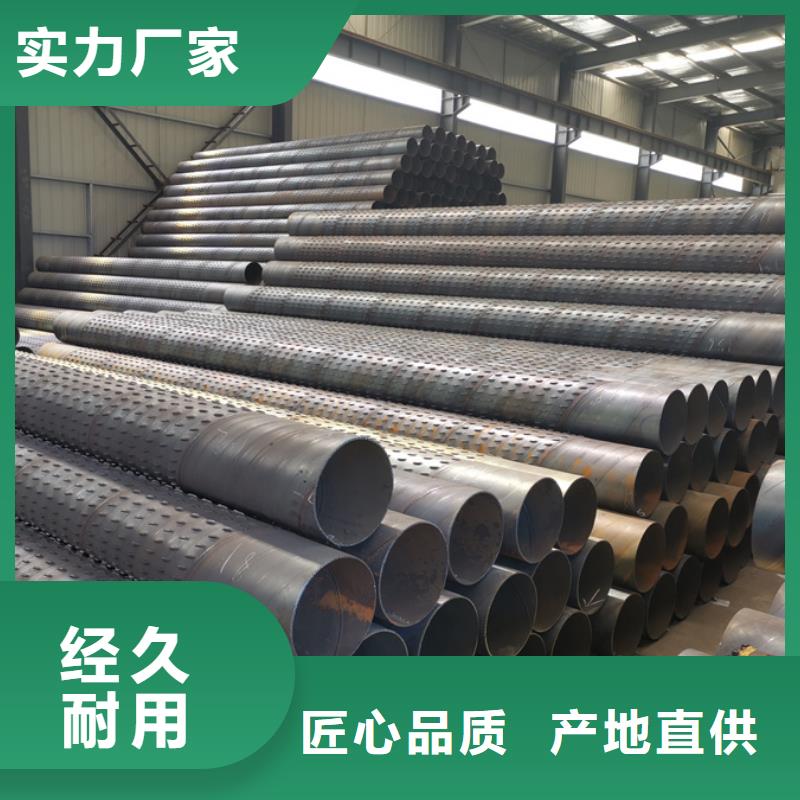
為了進一步優化通用設計方案,通遼Q345B螺旋管廠家統一組織開展了大小口徑螺旋鋼管通用設計調研工作。征求各網省公司基建生產部門。相關設計單位和大小口徑螺旋鋼管加工企業的意見,對現有方案進行補充、完善和優化本次調研采取書面調研方式。 通遼Q345B螺旋管雙面埋弧焊接工藝指的是在生產螺旋鋼管過造成所才用到制造加工工藝。首先將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。螺旋縫雙面埋弧焊鋼管是通過成型機將原料帶鋼螺旋成型,通過內外埋弧焊接,從而生產出不同規格的螺旋焊管。螺旋縫雙面埋弧焊鋼管生產工藝簡單、大中口徑焊管生產成本相對比較低,具有低成本運行優勢,在中大口徑低壓輸水管、熱力管和打樁管等市場具有價格優勢。螺旋縫雙面埋弧焊鋼管特點及其標準分類:低壓流體輸送用螺旋縫雙面埋弧焊鋼管 (SY/T5037-2018)雙面埋弧焊管的垛與垛之間應留有一定的通道,檢查道的寬度一般在0.5m左右,出入通道的寬度根據材料大小和運輸機械而定,一般在1.5到2m。雙面埋弧焊管采用雙面埋弧螺旋焊接技術,將窄帶(板)卷連續焊接而成的鋼管。
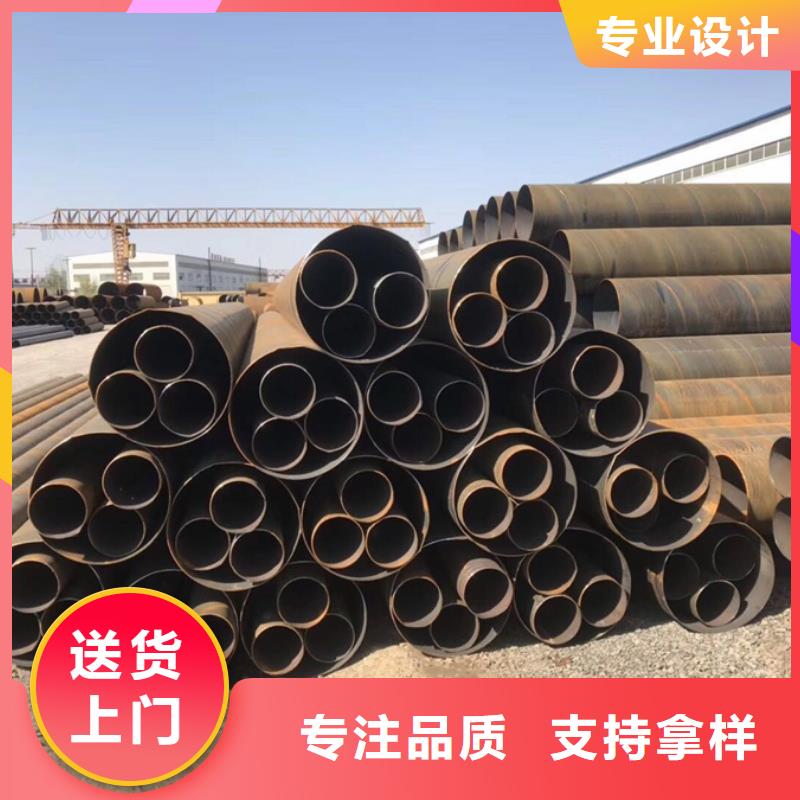
隨著連續式爐生產效率的提高,由搬運裝置造成為螺旋鋼管表面劃傷以及搬運設備常常發生摩損故障也是其缺點。期待與您的合作! 一. 通遼防腐螺旋管熱推成形 通遼防腐螺旋管彎頭成形工藝是采用專用彎頭推制機、芯模和加熱裝置,使套在模具上的坯料在推制機的推動下向前運動,在運動中被加熱、擴徑并彎曲成形的過程。 熱推彎頭的變形特點是根據金屬材料塑性變形前后體積不變的規律確定管坯直徑,所采用的管坯直徑小于彎頭直徑,通過芯模控制坯料的變形過程,使內弧處被壓縮的金屬流動,補償到因擴徑而減薄的其它部位,從而得到壁厚均勻的彎頭。熱推彎頭成形工藝具有外形美觀、壁厚均勻和連續作業,適于大批量生產的特點,因而成為碳鋼、合金鋼彎頭的主要成形方法,并也應用在某些規格的不銹鋼彎頭的成形中。成形過程的加熱方式有中頻或高頻感應加熱(加熱圈可為多圈或單圈)、火焰加熱和反射爐加熱,采用何種加熱方式視成形產品要求和能源情況決定。
名片")