
以下是:臨汾市永和縣鑄鐵型材品牌供應商的產品參數
名稱 鑄鐵型材 工藝 水平連鑄 產地 山東 優勢 無氣孔 砂眼 用途 機械加工/精密制造 價格 議價 范圍 鑄鐵型材品牌供應范圍覆蓋山西省、臨汾市、永和縣、堯都區、曲沃縣、翼城縣、襄汾縣、洪洞縣、古縣、鄉寧縣、大寧縣、隰縣、蒲縣、汾西縣、侯馬市、霍州市等區域。 【億錦天澤】為客戶提供多樣化產品,包括翼城球墨鑄鐵棒品質無所畏懼、堯都球墨鑄鐵棒工廠直銷、隰縣球墨鑄鐵棒來圖來樣定制、襄汾球墨鑄鐵棒真誠合作等,適配多元場景需求。鑄鐵型材品牌供應商,億錦天澤鋼鐵(臨汾市永和縣分公司)sdyjgs1462-3專業從事鑄鐵型材品牌供應商,聯系人:邢濤,供應服務范圍覆蓋:山西省、臨汾市、永和縣、堯都區、曲沃縣、翼城縣、襄汾縣、洪洞縣、古縣、鄉寧縣、大寧縣、隰縣、蒲縣、汾西縣、侯馬市、霍州市,以下是鑄鐵型材品牌供應商的詳細頁面。 山西省,臨汾市,永和縣 2021年,永和縣實現地區生產總值21.07億元,分三次產業看:產業實現增加值3.7992億元,第二產業實現增加值10.2091億元,第三產業實現增加值7.0605億元。三次產業占比為18:48.5:33.5。人均地區生產總值4.42萬元(按年平均匯率折算為6846美元)。
為了讓您更地了解我們的鑄鐵型材品牌供應商,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:鑄鐵型材品牌供應商的圖文介紹
在鐵碳合金的結晶過程中,因為滲碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。但在擴散時間足夠的條件下。前面我們已討論過化合態的滲碳體或在合金中含有可促進石 墨形成的元素(如硅等)時,在合金中便會直接自液體或奧氏體中析出石墨。實踐證明,成分相同的合金在冷卻時,冷卻速度愈快,析出滲碳體的可能性愈大,冷卻速度愈慢,析出石墨的可能性愈大。現在通過觀察試塊來判斷球化情況是普遍采用的一種方法。 在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個價電子中,只有一個價電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導電性)的原因。鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高,無縮松,氣孔,夾渣,砂眼等缺陷,機械性能優越,其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。本實用新型采用的技術方案,與砂型鑄造相比,表現在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導向套等,比實心型材的再加工提高了工效。空心鑄鐵型材生產,基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產裝置,該裝置因生產的型材致密性差已被淘汰;第二種采用水平連鑄加內結晶器的生產裝置生產空心鑄鐵型材, 前面我們已討論過化合態的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態的滲碳體只是一種亞穩定相,而游離態的石墨則是一種穩定相。一般,在鐵碳合金的結晶過程中,因為滲碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。 各廠所用試塊形狀很多,尺寸各異,多數工廠采用三角形試塊。根據我廠生產特點,鑄件大小和厚薄,選用三角試塊截面積尺寸為12.5mm(底)×50mm((高)。還有些工廠采用圓形試塊,例如Ф15mm,Ф25mm,Ф30mm不等。其實鐵液理畢后用取樣勺由鐵液表面以下200mm處出液并澆成試塊并冷至暗紅色方可水淬冷卻球良的塊外圓比灰鑄鐵大得多外觀清潔光亮很有砂通常立澆的三角試塊兩側有縮陷臥澆塊頂面或兩側有縮陷試塊冷卻敲斷后球化良好試,呈銀白色或銀灰色瓷狀斷口 白口清晰中間有疏松若斷口呈銀白色并有放射狀花紋則表球劑加入量偏高產生的碳化物較多此時試塊入時發出“”的脆裂聲試片輕擊即斷且新擊的口很濃的電石氣味因此好澆注時進行浮硅育若口呈銀灰色并有均勻分布的小黑點若斷呈色晶。
臨汾永和億錦天澤鋼鐵有限公司科技先進、文明、勇于創新、服務社群、信譽至上、精益求精為經營方針,熱忱歡迎社會各界新老用戶選用我公司的 球墨鑄鐵棒產品。 我們以優良的品質,崇高的信譽和無微不至的服務贏得眾多贊譽。今天,我們繼續秉承這一優良傳統,并不斷發揚光大。在未來的歲月里,我們將以誠懇的態度接受各界友人和廣大客戶提出的寶貴建議,以感謝萬千的熱情,衷心感謝社會各界給予的支持和厚愛。
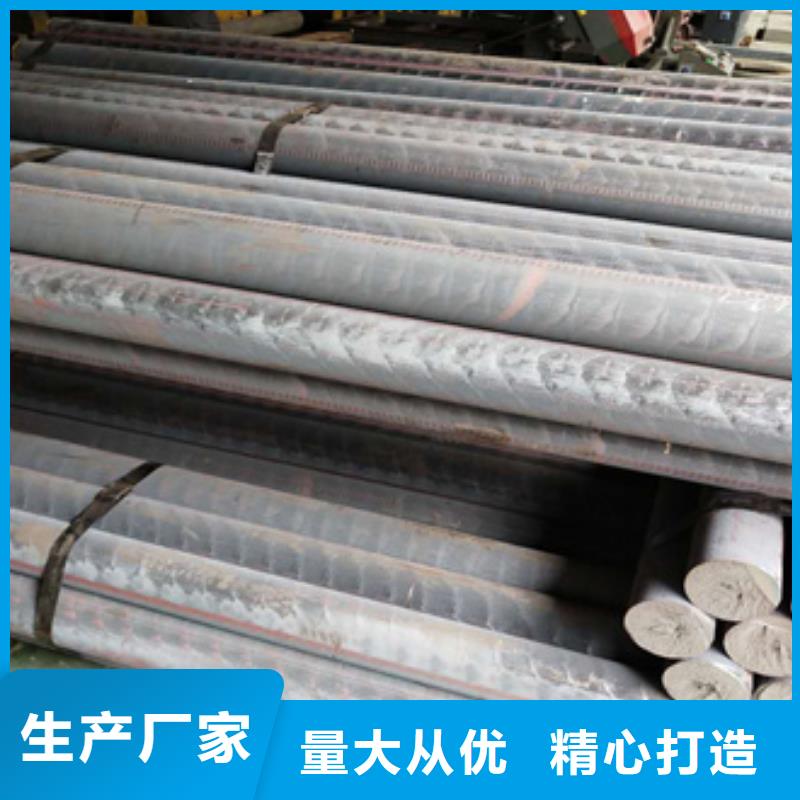
制定機械加工工藝過程,必須確定該工件要經過幾道工序以及工序進行的先后順序,僅列出主要工序名稱及其加工順序的簡略工藝過程,稱為工藝路線。工藝路線的擬定是制定工藝過程的總體布局,主要任務是選擇各個表面的加工方法,確定各個表面的加工順序,以及整個工藝過程中工序數目的多少等。工藝路線擬定須遵循一定的原則。 在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個價電子中,只有一個價電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導電性)的原因。鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高,無縮松,氣孔,夾渣,砂眼等缺陷,機械性能優越,其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。 空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。本實用新型采用的技術方案,與砂型鑄造相比,表現在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導向套等,比實心型材的再加工提高了工效。空心鑄鐵型材生產,基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產裝置,該裝置因生產的型材致密性差已被淘汰;第二種采用水平連鑄加內結晶器的生產裝置生產空心鑄鐵型材, 前面我們已討論過化合態的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態的滲碳體只是一種亞穩定相,而游離態的石墨則是一種穩定相。一般,在鐵碳合金的結晶過程中,因為滲碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。 公司1998年起通過了ISO9001質量管理體系認證。當時屬國內生產該產品的企業,通過了鑒定,技術水平,產品質量,市場占有率,始終位于同行業水平。工序是組成機械加工工藝過程的基本單元。所謂工序是指一個(或一組)工人,在一臺機床上(或一個工作地點),對同一工件(或同時對幾個工件)所連續完成的那一部分工藝過程。構成一個工序的主要特點是不改變加工對象,設備和操作者,而且工序的內容是連續完成的工步是在加工表面不變,加工工具不變。山東億錦鑄鐵型材有限公司從1993年起開始上線生產水平連鑄鑄鐵型材切削用量不變的條件下走刀又叫工作行程2012年起通過了質量,環境,職業三體系認證。公司以促進轉型為己任,持續推進產品深加工轉型,以誠務實,創新服務的管理理念,期待與更多的新老客戶構筑美好未來。專業可靠。值得賴。 管理及技術先進)孕育鑄鐵 這是在灰鑄鐵基礎上,采用“變質處理”而成,又稱變質鑄鐵。其強度,塑性和韌性均比一般灰鑄鐵好得多,組織也較均勻。主要用于制造力學性能要求較高,而截面尺寸變化較大的大型鑄件 。可鍛鑄鐵 可鍛鑄鐵是由一定成分的白口鑄鐵經石墨化退火而成,比灰鑄鐵具有較高的韌性,又稱韌性鑄鐵。它并不可以鍛造,常用來制造承受沖擊載荷的鑄件。于2002年改制,正式成立河南國泰機械鑄造有限公司,成為濟鋼鐵(集團)公司的一個子公司。
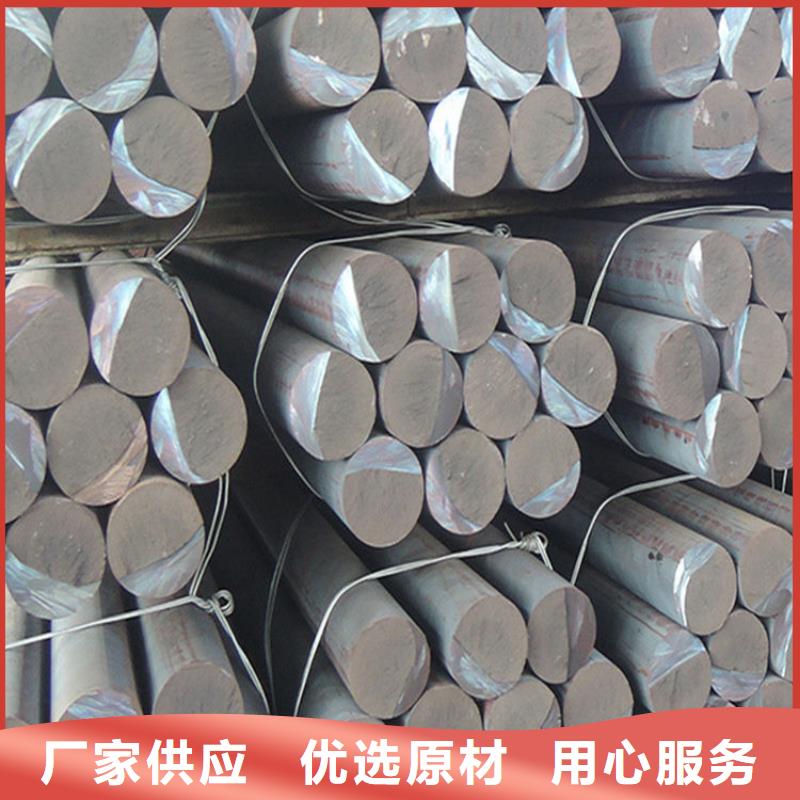
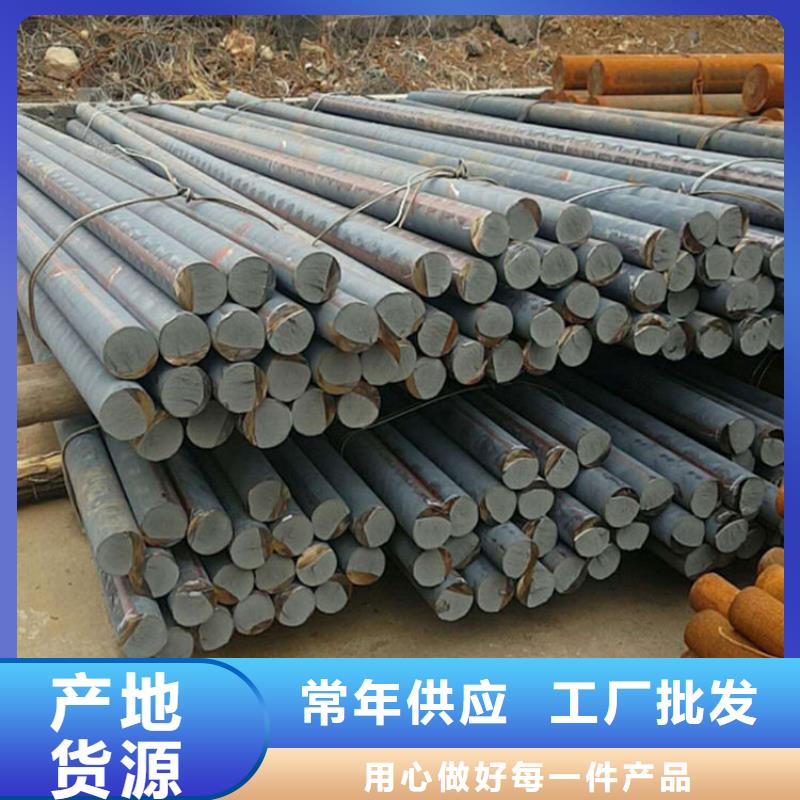
灰鑄鐵是指具有片狀石墨的鑄鐵,因斷裂時斷口呈暗灰色,故稱為灰鑄鐵。主要成分是鐵、碳、硅、錳、硫、磷,是應用廣的鑄鐵,其產量占鑄鐵總產量80%以上。根據石墨的形態,灰鑄鐵可分為:普通灰鑄鐵,石墨呈片狀;球墨鑄鐵,石墨呈球狀;可鍛鑄鐵,石墨成團絮狀;蠕墨鑄鐵,石墨呈蠕蟲狀。 中文名 灰鑄鐵指具有片狀石墨的鑄鐵 主要成分 在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個價電子中,只有一個價電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導電性)的原因。鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高,無縮松,氣孔,夾渣,砂眼等缺陷,機械性能優越,其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。本實用新型采用的技術方案,與砂型鑄造相比,表現在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導向套等,比實心型材的再加工提高了工效。空心鑄鐵型材生產,基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產裝置,該裝置因生產的型材致密性差已被淘汰;第二種采用水平連鑄加內結晶器的生產裝置生產空心鑄鐵型材, 前面我們已討論過化合態的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態的滲碳體只是一種亞穩定相,而游離態的石墨則是一種穩定相。一般,在鐵碳合金的結晶過程中,因為滲碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。 鐵、碳、硅、錳、硫、磷含量占鑄鐵總產量80%以組成成分 灰鑄鐵碳量較高(為2.7%~4.0%),可看成是碳鋼的基體加片狀石墨。按基體組織的不同灰鑄鐵分為三類:鐵素體基體灰鑄鐵;珠光體一鐵素體基體灰鑄鐵;珠光體基體灰鑄鐵 鐵素體灰鑄鐵是在鐵素體的基體上分布著多而粗大的石墨片,其強度、硬度差,很少應用;珠光體灰鑄鐵是在珠光體的基體上分布著均勻、細小的石墨片,其強度、硬度相對較高,常用于制造床身、機體等重要件; 珠光體—鐵素體灰鑄鐵是在珠光體和鐵素體混合的基體上,分布著較為粗大的石墨片,此種鑄鐵的強度、硬度盡管比前者低,但仍可滿足一般機體要求,其鑄造性、減震性均佳,且便于熔煉,是應用廣的灰鑄鐵。 灰鑄鐵顯組織的不同,實質上是碳在鑄鐵中存在形式的不同。灰鑄鐵中的碳有化合碳(Fe3C)和石墨碳所組成。化合碳為0.8%時,屬珠光體灰鑄鐵;化合碳小于0.8%時,屬珠光體—鐵素體灰鑄鐵;全部碳都以石墨狀態存在時,則為鐵素體灰鑄鐵。[2] 主要性能 力學性能
為開發度易切削加工度灰鑄鐵提供理論依據,獲得度易切削加工灰鑄鐵的組織形貌為短細的石墨及細小片間距的珠光體組織。 研究灰鑄鐵消失模鑄造法金屬液充型過程的規律,對于消失模鑄造工藝設計、鑄件質量控制及流場和溫度場的數值模擬具有重要意義。 本文利用自行研制的32通道開關量/32通道溫度模擬量計算機數據采集系統,用正交試驗設計方法研究了工藝參數對灰鑄鐵消失模鑄造充型速度的影響。通過線性回歸,建立了線性回歸方程,對影響充型速度的諸多因素——負壓度、模樣密度、涂料透氣性、澆注溫度、金屬液靜壓頭、內澆道尺寸、模樣厚度進行了篩選。在正交試驗的基礎上,對所確定的主要工藝因素對于充型速度的影響進行了系統的測試,通過改變負壓度、模型密度、澆注溫度、金屬液靜壓頭、涂料透氣性、澆注方案、模型幾何形狀等參數,研究了各工藝因素對充型過程的影響,獲得了在各種條件下金屬液充型的等時曲線圖,通過對其進行分析,找出了金屬液充型形態的規律,定量地確立了主要工藝因素對充型速度影響的規律。在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個價電子中,只有一個價電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導電性)的原因。 鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高,無縮松,氣孔,夾渣,砂眼等缺陷,機械性能優越,其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。 空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。本實用新型采用的技術方案,與砂型鑄造相比,表現在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導向套等,比實心型材的再加工提高了工效。空心鑄鐵型材生產,基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產裝置,該裝置因生產的型材致密性差已被淘汰;第二種采用水平連鑄加內結晶器的生產裝置生產空心鑄鐵型材, 前面我們已討論過化合態的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態的滲碳體只是一種亞穩定相,而游離態的石墨則是一種穩定相。另外,研究了消失模鑄造法鑄型表面硬度、界面換熱系數的變化規律。后,對比分析了開關量采集到的流場數據與熱電偶測溫技術所獲得的流場數據。結果表明: 1灰鑄鐵消失模鑄造充型過程中流動金屬前沿呈放射弧線狀向前充填。 2試驗條件下,工藝因素對充型速度影響作用由大到小的順序為:負壓度、模樣 西安理工大學碩士學位論文 密度、澆注溫度、金屬液靜壓頭、模樣厚度、涂層透氣性、內澆道面積。 3 負壓度是影響充型形態和充型速度的關鍵因素。用消失模鑄造法得到健全灰 鑄鐵件的基本條件是在-200mmhg~400nunhg的負壓度范圍內澆注。
在臨汾市永和縣采買鑄鐵型材品牌供應商到億錦天澤鋼鐵(臨汾市永和縣分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。供應服務范圍覆蓋山西省 臨汾市 堯都區、曲沃縣、翼城縣、襄汾縣、洪洞縣、古縣、鄉寧縣、大寧縣、隰縣、永和縣、蒲縣、汾西縣、侯馬市、霍州市,聯系人:邢濤。