

以下是:臨汾市永和縣歡迎訪問##無縫鋼管##廠家的產品參數
產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 歡迎訪問##無縫鋼管##供應范圍覆蓋山西省、臨汾市、永和縣、堯都區、曲沃縣、翼城縣、襄汾縣、洪洞縣、古縣、鄉寧縣、大寧縣、隰縣、蒲縣、汾西縣、侯馬市、霍州市等區域。 【眾思創】為您提供古縣無縫鋼管、小口徑無縫鋼管、優選好材鑄造好品質、翼城無縫鋼管、小口徑無縫鋼管、好品質售后無憂、堯都無縫鋼管、小口徑無縫鋼管、嚴格把關質量放心、隰縣無縫鋼管、小口徑無縫鋼管、做工細致等多元產品與服務。歡迎訪問##無縫鋼管##廠家_眾思創物資(臨汾市永和縣分公司)lczsc430-3,固定電話:【13884835444】,移動電話:【13884835444】,聯系人:王經理,開發區大東鋼管城B區3號。 山西省,臨汾市,永和縣 永和縣,隸屬于山西省臨汾市,地處呂梁山脈南端,黃河中游晉陜大峽谷東岸,臨汾市西北邊緣,東鄰隰縣,南連大寧縣,北與石樓縣接壤,西與陜西省延川縣一河之隔。介于東經110°22′45″—110°56′45″,北緯36°31′15″—36°56′45″之間,總面積1212平方千米。截至2021年末,永和縣常住人口47705人。
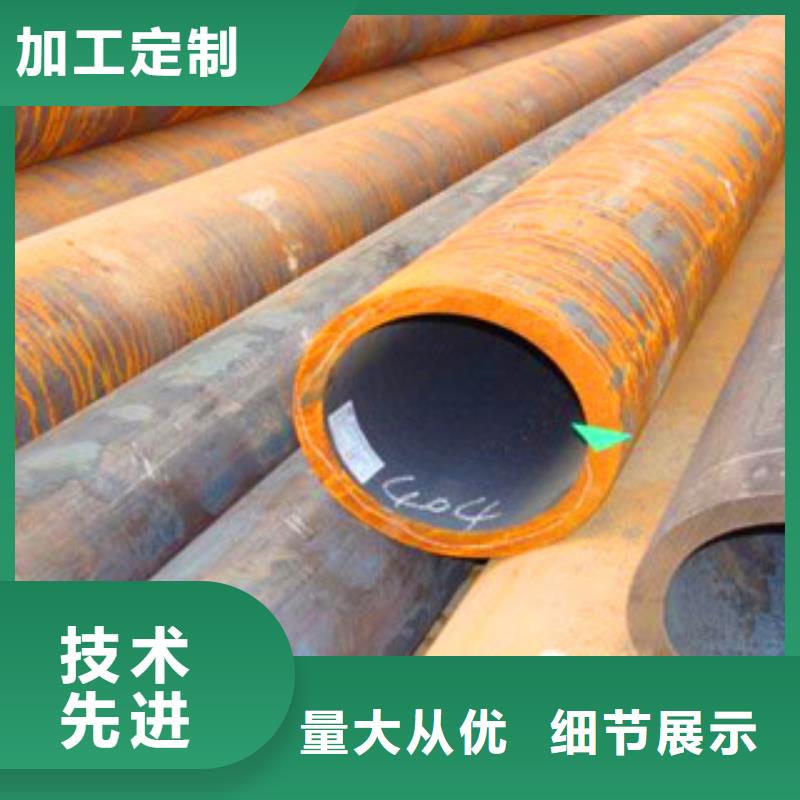
文字的描繪可能無法完全捕捉歡迎訪問##無縫鋼管##廠家產品的精髓,觀看視頻,讓產品自己向您訴說它的故事。以下是:臨汾永和歡迎訪問##無縫鋼管##廠家的圖文介紹應嚴格按照防腐層規范對鋼管表面進行除銹 鋼管除銹技術是決定管線防腐使用壽命的關鍵因素之一,它是防腐層與鋼管能否牢固結合的前提,應嚴格按照防腐層規范對鋼管表面進行除銹。 1、清洗 利用溶劑、乳劑清洗鋼材表面,以達到去除油、油脂、灰塵、潤滑劑和類似的有機物,但它不能去除鋼材表面的銹、氧化皮、焊藥等,因此在防腐生產中只作為輔助手段。 2、工具除銹 主要使用鋼絲刷等工具對鋼材表面進行打磨,可以去除松動或翹起的氧化皮、鐵銹、焊渣等。手動工具除銹能達到Sa2級,動力工具除銹可達到Sa3級,若鋼材表面附著牢固的氧化鐵皮,工具除銹效果不理想,達不到防腐施工要求的錨紋深度 3、酸洗 一般用化學和電解兩種方法做酸洗處理,管道防腐只采用化學酸洗,可以去除氧化皮、鐵銹、舊涂層,有時可用其作為噴砂除銹后的再處理。化學清洗雖然能使表面達到一定的清潔度和粗糙度,但其錨紋淺,而且易對環境造成污染。 4、噴(拋)射除銹 噴(拋)射除銹是通過大功率電機帶動噴(拋)射葉片高速旋轉,使鋼砂、鋼丸、鐵絲段、礦物質等磨料在離心力作用下對鋼管表面進行噴(拋)射處理,不僅可以徹底鐵銹、氧化物和污物,而且鋼管在磨料猛烈沖擊和磨擦力的作用下,還能達到所需要的均勻粗糙度。 噴(拋)射除銹后,不僅可以擴大管子表面的物理吸附作用,而且可以增強防腐層與管子表面的機械黏附作用。因此,噴(拋)射除銹是管道防腐的理想除銹方式。一般而言,噴丸(砂)除銹主要用于管子內表面處理,拋丸(砂)除銹主要用于管子外表面處理。采用噴(拋)射除銹應注意幾個問題。 4.1除銹等級 對于鋼管常用的環氧類、乙烯類、酚醛類等防腐涂料的施工工藝,一般要求鋼管表面達到近白級(Sa2.5)。實踐證明,采用這種除銹等級幾乎可以除掉所有的氧化皮、銹和其他污物,錨紋深度達到40~100μm,充分滿足防腐層與鋼管的附著力要求,而噴(拋)射除銹工藝可用較低的運行費用和穩定可靠的質量達到近白級(Sa2.5)技術條件。 4.2噴(拋)射磨料 為了達到理想的除銹效果,應根據鋼管表面的硬度、原始銹蝕程度、要求的表面粗糙度、涂層類型等來選擇磨料,對于單層環氧、二層或三層聚乙烯涂層,采用鋼砂和鋼丸的混合磨料更易達到理想的除銹效果。鋼丸有強化鋼表面的作用,而鋼砂則有刻蝕鋼表面的作用。鋼砂和鋼丸的混合磨料(通常鋼丸的硬度為40~50 HRC,鋼砂的硬度為50~60 HRC可用于各種鋼表面,即使是用在C級和D級銹蝕的鋼表面上,除銹效果也很好。 4.3磨料的粒徑及配比 為獲得較好的均勻清潔度和粗糙度分布,磨料的粒徑及配比設計相當重要。粗糙度太大易造成防腐層在錨紋尖峰處變薄;同時由于錨紋太深,在防腐過程中防腐層易形成氣泡,嚴重影響防腐層的性能。 粗糙度太小會造成防腐層附著力及耐沖擊強度下降。對于嚴重的內部點蝕,不能僅靠大顆粒磨料高強度沖擊,還必須靠小顆粒打磨掉腐蝕產物來達到清理效果,同時合理的配比設計不僅可減緩磨料對管道及噴嘴(葉片)的磨損,而且磨料的利用率也可大大提高。通常,鋼丸的粒徑為0.8~1.3 mm,鋼砂粒徑為0.4~1.0 mm,其中以0.5~1.0 mm為主要成分。砂丸比一般為5~8。 應該注意的是在實際操作中,磨料中鋼砂和鋼丸的理想比例很難達到,原因是硬而易碎的鋼砂比鋼丸的破碎率高。為此,在操作中應不斷抽樣檢測混合磨料,根據粒徑分布情況,向除銹機中摻入新磨料,而且摻人的新磨料中,鋼砂的數量要占主要的。 4.4除銹速度 鋼管的除銹速度取決于磨料的類型和磨料的排量,即單位時間內磨料施加到鋼管的總動能E及單顆粒磨料的動能E1。 式中: m ——磨料的噴(拋)量; V ——磨料運行速度; m1——單顆粒磨料的質量。 m。的大小與磨料破碎率有關,破碎率大小直接影響表面處理作業的成本及除銹設備的費用。當設備固定不變后,m為常數,y為常數,所以E也是一個常數,但由于磨料破碎,m1發生變化,因此,一般應選擇損耗率較低的磨料,這樣有利于提高清理速度和長葉片的壽命。 4.5清洗和預熱 在噴(拋)射處理前,采用清洗的方法除去鋼管表面的油脂和積垢,采用加熱爐對管體預熱至40一60℃,使鋼管表面保持干燥狀態。在噴(拋)射處理時,由于鋼管表面不含油脂等污垢,可增強除銹的效果,干燥的鋼管表面也有利于鋼丸、鋼砂與銹和氧化皮的分離,使除銹后的鋼管表面更加潔凈。 5 結語 在生產中重視表面處理的重要性,嚴格控制除銹時的工藝參數,在實際施工中,鋼管防腐層的剝離強度值大大超過標準的要求,確保了防腐層的質量,在同樣設備的基礎上,大大提高工藝水平,降低生產成本。
磷化(phosphorization)是一種化學與電化學反應形成磷酸鹽化學轉化膜的過程,所形成的磷酸鹽轉化膜稱之為磷化膜。磷化的目的主要是:給基體金屬提供保護,在一定程度上防止金屬被腐蝕;用于涂漆前打底,提高漆膜層的附著力與防腐蝕能力;在金屬冷加工工藝中起減摩潤滑使用。 磷化處理工藝應用于工業己有90多年的歷史,大致可以分為三個時期:奠定磷化技術基礎時期、磷化技術迅速發展時期和廣泛應用時期。 磷化膜用作鋼鐵的防腐蝕保護膜,早的可靠記載是英國Charles Ross于1869年獲得的專利(B.P. N o.3119)。從此,磷化工藝應用于工業生產。在近一個世紀的漫長歲月中,磷化處理技術積累了豐富的經驗,有了許多重大的發現。一戰期間,磷化技術的發展中心由英國轉移至美國。1909年美國T.W.Coslet將鋅、氧化鋅或磷酸鋅鹽溶于磷酸中制成了個鋅系磷化液。這一研究成果大大促進了磷化工藝的發展,拓寬了磷化工藝的發展前途。Parker防銹公司研究開發的Parco Power配制磷化液,克服T許多缺點,將磷化處理時間提高到lho 1929年Bonderizing磷化工藝將磷化時間縮短至10min, 1934年磷化處理技術在工業上取得了革命性的發展,即采用了將磷化液噴射到工件上的方法。二戰結束以后,磷化技術很少有突破性進展,只是穩步的發展和完善。磷化廣泛應用于防蝕技術,金屬冷變形加工工業。這個時期磷化處理技術重要改進主要有:低溫磷化、各種控制磷化膜膜重的方法、連續鋼帶高速磷化。當前,磷化技術領域的研究方向主要是圍繞提高質量、減少環境污染、節省 能源進行。 精拔光亮管是一種通過精拔或冷軋處理后的一種高精密的鋼管材料。由于冷拔光亮管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓 元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管。冷拔光亮管的化學成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。
臨汾永和眾思創物資有限公司坐落于開發區大東鋼管城B區3號。優越的地理位置和便利的交通給公司的發展帶來了充分的條件。本公司生產設備精良,工藝先進合理,檢測手段齊全,技術力量雄厚;主營產品 無縫鋼管,小口徑無縫鋼管,,產品遍布全國各地,在同行業中名列前茅。產品銷往全國各地,受到廣大用戶的好評。過硬的產品質量,優質的售后服務,是我公司不斷的追求!您的滿意是我們永遠的承諾。歡迎新老客戶光臨惠顧!
在臨汾市永和縣采購歡迎訪問##無縫鋼管##廠家請認準眾思創物資(臨汾市永和縣分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋山西省 臨汾市 堯都區、曲沃縣、翼城縣、襄汾縣、洪洞縣、古縣、鄉寧縣、大寧縣、隰縣、永和縣、蒲縣、汾西縣、侯馬市、霍州市,讓您購買到更加實惠、更加可靠的產品。(聯系人:王經理-【13884835444】)。







