
以下是:臨汾市永和縣護欄-誠信為本的產品參數【廣斌】業務覆蓋多元場景,提供以下產品和服務:霍州河道護欄今日新品、大寧河道護欄廠家案例、洪洞河道護欄一手貨源、堯都河道護欄嚴格把關質量放心等。護欄-誠信為本,廣斌金屬材料(臨汾市永和縣分公司)lcgb972-3為您提供護欄-誠信為本,供應服務范圍覆蓋山西省、臨汾市、永和縣、堯都區、曲沃縣、翼城縣、襄汾縣、洪洞縣、古縣、鄉寧縣、大寧縣、隰縣、蒲縣、汾西縣、侯馬市、霍州市,聯系人:賈經理,電話:【13963563323】、【13963563323】。 山西省,臨汾市,永和縣 2021年,永和縣實現地區生產總值21.07億元,分三次產業看:產業實現增加值3.7992億元,第二產業實現增加值10.2091億元,第三產業實現增加值7.0605億元。三次產業占比為18:48.5:33.5。人均地區生產總值4.42萬元(按年平均匯率折算為6846美元)。
為了讓您更地了解我們的護欄-誠信為本產品,只需花費一分鐘時間,您就能發現更多令人心動的細節和優勢,為您的購物體驗增添更多驚喜。以下是:臨汾永和護欄-誠信為本的圖文介紹
公路護欄抗水平荷載;住宅建筑不應小于500N/m,人流集中的場所不應小于1000N/m,公路護欄材料應選擇具有良好耐候性和耐久性材料,陽臺、外走廊和屋頂等遭受日灑雨淋的,不得選用木材和易老化的復合塑料等,金屬型材壁厚應契合以下懇求:不銹鋼:主要傷力桿件壁厚不應小于1.5m普通杠件不宜小于1.2mm;型鋼:主要傷力桿件壁厚不應小于3.0mm普通杠件不宜小于2.0mm;鐵合金:主要傷力桿件壁厚不應小于3.5mm普通杠件不宜小于2.0mm。 公路護欄高度及立桿間距必需契合((住宅設計規范))GB50096的規范,即多層住宅及以下及以上的臨空欄桿高度不低于1.05m,公路護欄中高層住宅的臨空欄桿高度不低于1.1m,樓梯樓段欄桿和落地窗維護欄桿的高度不低于0.9m,樓梯水平段欄桿長度大于0.50m時其高度不低于1.05m欄桿垂直桿件的凈距不大于0.11m采用非垂直桿件時,必需采取防止兒童攀爬的措施。公路護欄設計除應明白式樣,高寬尺寸,材料品種外,公路護欄還應有制造銜接和安裝固定的構造詳圖以及明白桿件的規格型號及壁厚等。
焊接的時候由于不銹鋼導熱系數小,且焊接時高溫停留時間不宜太長,所以,焊接復合層時,應選擇熱輸入量 小的焊接方法.同時,由于復合管的焊接順序為先焊復合層,后焊基層,所以,復合層的焊接質量是整個焊接過程中為重要的,故應考慮采用焊接質量高的焊接方 法,是復合管復合層為理想的焊接方法。 由于復合層和基層之間不易熔焊在一起,所以在組對前,首先進行封焊。封焊應選用熱輸入量小的焊接方法,所以,對于封焊,我們仍果用手工鎢極氬弧焊。對于過渡層,其熔敷金屬成分十分復雜,為了使合金濃度梯度不太大,應選擇熱輸入稍大一些的焊接方法,則我們采用焊條電弧焊進行焊接。由于基層材質為碳鋼,是一種常見的材質,焊接工藝十分成熟,所以對于基層的焊接采用焊接電弧焊,以提高焊接施工效率。 打底層采用單面焊雙面成型焊接工藝,焊接位置一般為水平固定,焊接難度較大,打底層的焊接是復合管得接質量要求高的工序,焊工必須具有過硬的技術水平和高 度的責任感。焊前必須對管子內部、焊縫背面充99.99%的氬氣一段時間用氣體氧含量測試儀從坡口間隙出處深入抽取氣體測量管子內部氧含量,當氧含量低于 50ppm時開始為了保證底層焊接質量,采用鎢極靠弧焊進行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。 采用氫弧焊焊接,復層不銹鋼純邊為1. 5--2.0mm,焊槍瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,氬氣流量為8-12/min,焊接電流為正極,焊后進行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進行下道主序焊接。 不銹鋼管、碳鋼與不銹鋼復合管三者有什么區別呢?
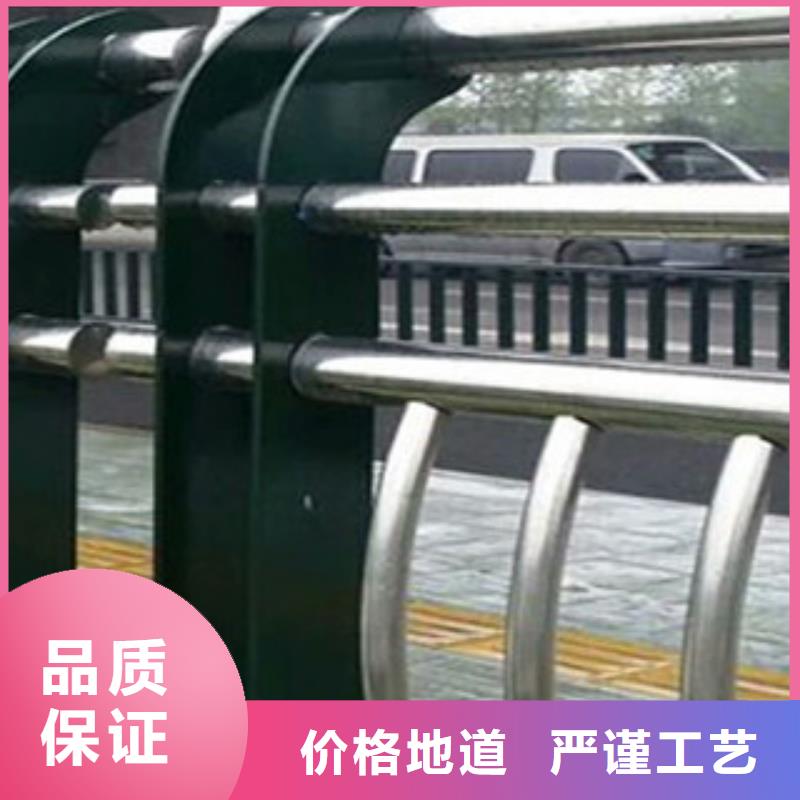
臨汾永和廣斌金屬材料是一家專注設計、生產 河道護欄等產品的大型企業。公司位于張飛鳳凰工業園,地理位置優越,交通便利,運輸發達。公司奉行銷售產品,滿足客戶的需求,一切以顧客為中心,牢牢把握市場。我們作為一家專注于 河道護欄的公司,我公司經驗豐富,管理科學規范化,售后服務完善,致力于為客戶提供創新技術,質量過硬的產品,以人無我有,人有我優”的原則為推動環保事業的發展不斷做出新的貢膩,與時俱進,再創新高。
優點:生產率高、質量好、成本低,并可大量節省金屬材料的損耗,因此是目前應用極為廣泛的復合材料生產技術。軋制結合的復合板占復合板總產量的90%,而且經常應用于壁厚小于32mm的管材的加工。 缺點:一次性投資大,而且很多材料組合不能通過軋制復合實現。目前應用廣泛的還是利用軋制工藝進行碳鋼、不銹鋼有縫復合管的制造。 熱擠壓一般是針對雙金屬管坯進行的,稱為復合擠壓(coextrude)。復合擠壓目前是生產不銹鋼和高鎳合金無縫復合管的好方法,日本制鋼所利用這種方法生產8in(203.2mm)以下的雙金屬復合管。它是將兩種以上的金屬組成的一大直徑復合坯料加熱到1200℃左右,然后擠過由模具和芯軸形成的環狀空間。當擠壓坯料截面縮減到10:1時,高的擠壓壓力和溫度會在界面處產生“壓力焊”的焊接效應,促進界面間的快速擴散和廣泛結合,實現界面的冶金結合。擠壓前的復合管坯制造方法有三種:由鍛造坯料通過熱穿孔和放大擠壓獲得;直接離心旋鑄;用耐蝕粉末顆粒。也有內外兩種金屬原材料均采用粉末的,稱為“nuval”工藝,可以開發新型合金,但粉末制備成本太高。復合擠壓的優缺點分別為: 優點:界面為冶金結合;擠壓過程中涉及的力完全是壓應力,因此特別適合于熱加工性不好、塑性低的高合金金屬的加工。 缺點:由于結合決定于擠壓過程中極短時間內的元素界面擴散,通常會因氧化物膜的存在而受到影響,因此目前復合擠壓僅限于碳鋼、不銹鋼和高鎳合金間的復合。需要指出的是,熱擠壓的變形抗力小,允許每次變形程度大,導致表面粗糙度較高,因此也有先熱擠壓再進行冷軋(或冷拔)制造復合管的方法。
護欄-誠信為本_廣斌金屬材料(臨汾市永和縣分公司),固定電話:【13963563323】,移動電話:【13963563323】,聯系人:賈經理,張飛鳳凰工業園。