

以下是:南寧市邕寧區正規球墨鑄鐵管生產廠家的產品參數【華夏聯豐】業務覆蓋多領域場景,主營賓陽球墨鑄鐵管按需定制真材實料、江南球墨鑄鐵管廠家實力雄厚、青秀球墨鑄鐵管精挑細選好貨、武鳴球墨鑄鐵管設計制造銷售服務一體、良慶球墨鑄鐵管支持定制加工、上林球墨鑄鐵管嚴格把關質量放心、西鄉塘球墨鑄鐵管實體誠信經營等產品服務。正規球墨鑄鐵管生產廠家,華夏聯豐鑄造(南寧市邕寧區分公司)hxlfzz94-3為您提供正規球墨鑄鐵管生產廠家,供應服務范圍覆蓋廣西省、南寧市、邕寧區、青秀區、江南區、西鄉塘區、良慶區、武鳴區、隆安縣、馬山縣、上林縣、賓陽縣、橫縣,聯系人:高經理,電話:【13698652159】、【13698652159】。 廣西壯族自治區,南寧市,邕寧區 邕寧區位于廣西壯族自治區南部、首府南寧市東南部。轄蒲廟鎮、新江鎮、百濟鎮、那樓鎮、中和鎮5個鄉鎮,9個社區、65個行政村、402個自然村,全城區總面積1255平方千米。轄區耕地面積4.56萬公頃,其中水田1.38萬公頃,旱地2.03萬公頃,森林面積4.25萬公頃,森林覆蓋率34.5%。截至2022年末,邕寧區常住人口為33.97萬人。
想要深入了解正規球墨鑄鐵管生產廠家產品的各項功能和特點嗎?我們為您呈現的產品視頻將為您揭開產品的神秘面紗。請您抽出寶貴時間觀看,相信會給您帶來滿滿的驚喜和收獲。以下是:南寧邕寧正規球墨鑄鐵管生產廠家的圖文介紹南寧邕寧球墨鑄鐵管華夏聯豐鑄造有限公司廠家自營廠家貨源南寧邕寧球墨鑄鐵管的詳細介紹
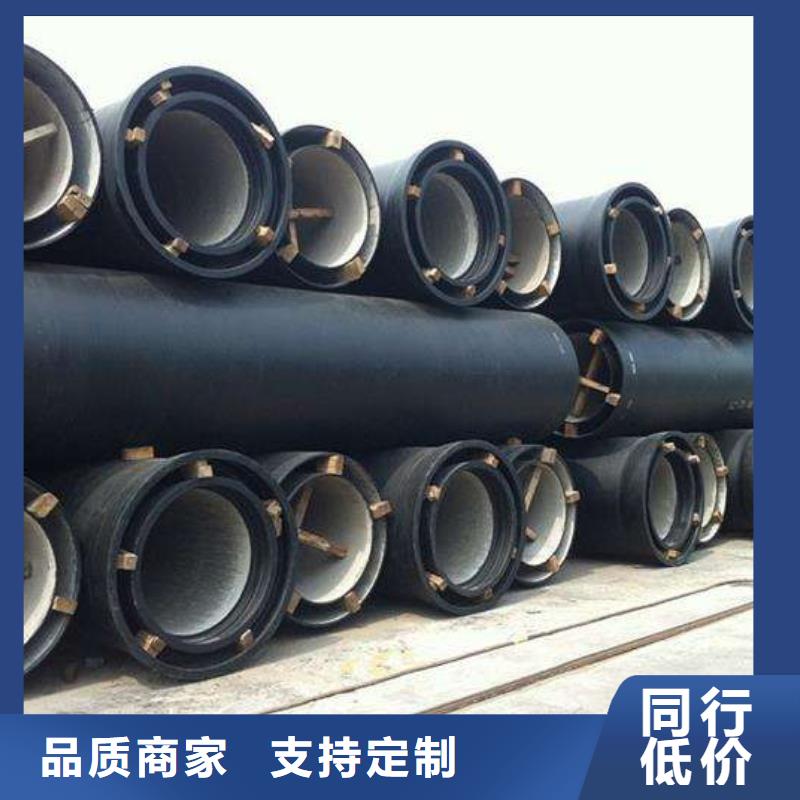
貼心服務優選廠家
灰口鑄鐵的補焊工藝. 冷焊法. 電弧焊冷焊法就是焊件在焊前不預熱,焊接過程中也不輔助加熱,因此可以加速焊補生產率,降低成本,改善勞動條件,減少焊件因預熱時受熱不均勻而產生的變形和焊件已加工面的氧化.目前冷焊法正在推廣,并迅速發展.但是冷焊法在焊接后因焊縫及熱影響區的冷卻速度很大,極易形成白口組織.此外因焊件受熱不均勻,常形成極大的內應力,會造成裂紋,在冷焊時應注意以下幾點: ① 焊前應徹底清理油污,裂紋兩端要打上裂孔,加工的坡口形狀要保證便于焊補及減少焊件的熔化量。 ② 采用鋼芯或鑄鐵芯的以外的焊條,小直徑焊條應盡量用小的焊接電流,以減少內應力和熱影響區的寬度。 ③ 采用短焊道焊接法.一般每次焊10-40mm,待其充分冷卻后再焊。 ④ 采用分段倒退焊.這樣可以降低拉應力,對防裂有好處。 ⑤每項焊一短焊道后,用圓頭錘沿焊逢向外錘擊。 冷焊焊條按焊后焊縫的可加工性分為兩大類:一類用于焊后不需要機械加工的鑄件,如鋼芯鑄鐵焊條(EZCQ),只適用小型薄壁鑄件剛度不大部位的缺陷焊補;另一類用于焊后需要機械加工的鑄件,如純鎳焊條(EZNi-1)鎳鐵鑄鐵焊條( EZNiFe-1)鎳銅鑄鐵焊條(ENiCu-1)等。 熱焊法 熱焊法是在焊接前將焊件全部或局部加熱到600-700℃,并在焊接過程中保持一定溫度,焊后在爐中緩冷的焊接方法。用熱焊法時,焊件冷卻緩慢,溫度分布均勻,有利于白口組織,減少應力,防止產生裂紋。但熱焊法成本高,工藝復雜,生產周期長,焊接時勞動條件差,因此應盡量少用。 氣焊焊補灰口鑄鐵的補焊工藝: 氣焊火焰溫度比電弧溫度低得多,因而焊件的加熱和冷卻比較緩慢,這對防止灰口鑄鐵在焊接時產生的白口組織和裂紋都很有利。所以用氣焊焊補的鑄件質量一般比較好,因氣焊成為補焊鑄鐵的常用方法。但氣焊與焊條電弧焊相比,焊工的勞動強度高,焊件變形較大,焊補大型鑄件時難以焊透。但由于氣焊鑄件的質量較好,易切削加工,使許多工廠中的中小型灰口鑄件,還是較多用氣焊焊補。 焊前準備 ① 在焊件完畢后,檢查缺陷.焊件上的缺陷可起碼接觀察,也可用10-20倍的放大鏡查找。 ② 裂紋找出后,在裂紋的兩端鉆直徑φ4-6mm的 裂孔,以防止裂紋擴展.焊接灰口鑄鐵時可選用鑄鐵焊絲,絲401A或絲401B. 焊接時氣焊熔劑選用氣劑201,鑄鐵氣焊熔劑熔點為650℃成堿性,能將鑄鐵氣焊時產生的二氧化硅(熔點為1350℃)變為易熔的鹽類.鑄鐵用氣焊熔劑進行灰口鑄鐵補焊時,應選擇較大號的焊炬,以提高焊接頭焰效率,有利于氣孔夾渣等缺陷.焊嘴孔徑可根據焊補處的壁厚確定。 山東華夏聯豐鑄造有限公司南寧邕寧華夏聯豐鑄造有限公司是一家集 球墨鑄鐵管設計開發,生產設備制造,安裝為一體的企業,不但擁有先進的理念,而且擁有完善的售后服務團隊,能隨時為企業提供咨詢設計,售前及售后服務,公司始終致力于本地化生產,為客戶實現 球墨鑄鐵管快速生產應用的企業。
正規球墨鑄鐵管生產廠家,華夏聯豐鑄造(南寧市邕寧區分公司)為您提供正規球墨鑄鐵管生產廠家產品案例,聯系人:高經理,電話:【13698652159】、【13698652159】,供應服務范圍覆蓋:廣西省 南寧市 青秀區、江南區、西鄉塘區、良慶區、邕寧區、武鳴區、隆安縣、馬山縣、上林縣、賓陽縣、橫縣。













