
以下是:大理市永平縣正規異型鋼管廠家的產品參數【亞華】為客戶提供多樣化產品,包括劍川無縫鋼管用心做好細節、賓川無縫鋼管定制不額外收費、祥云無縫鋼管購買的是放心、鶴慶無縫鋼管保障、洱源無縫鋼管實力雄厚品質保障、彌渡無縫鋼管庫存量大等,適配多元場景需求。在大理市永平縣采購正規異型鋼管廠家請認準亞華鋼管(大理市永平縣分公司)lcsyhgg323-3,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋云南省、大理市、永平縣、祥云縣、賓川縣、彌渡縣、洱源縣、劍川縣、鶴慶縣,讓您購買到更加實惠、更加可靠的產品。(聯系人:胡經理-【15066480076】)。 云南省,大理白族自治州,永平縣 建制沿革
不要錯過這部精心制作的正規異型鋼管廠家產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
以下是:大理永平正規異型鋼管廠家的圖文介紹大理永平亞華鋼管有限公司科技先進、文明、勇于創新、服務社群、信譽至上、精益求精為經營方針,熱忱歡迎社會各界新老用戶選用我公司的 無縫鋼管產品。 我們以優良的品質,崇高的信譽和無微不至的服務贏得眾多贊譽。今天,我們繼續秉承這一優良傳統,并不斷發揚光大。在未來的歲月里,我們將以誠懇的態度接受各界友人和廣大客戶提出的寶貴建議,以感謝萬千的熱情,衷心感謝社會各界給予的支持和厚愛。
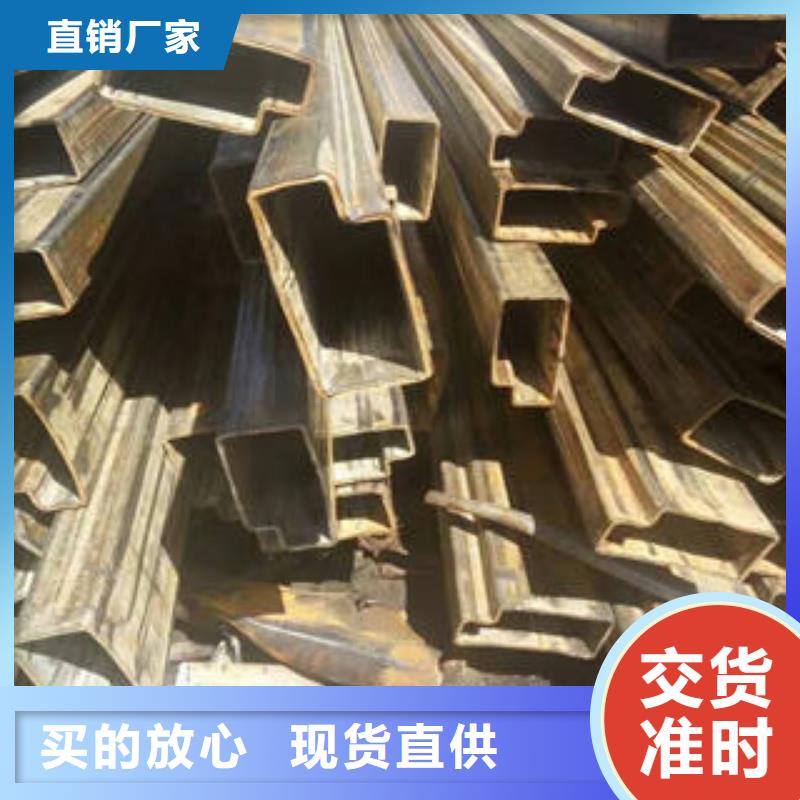
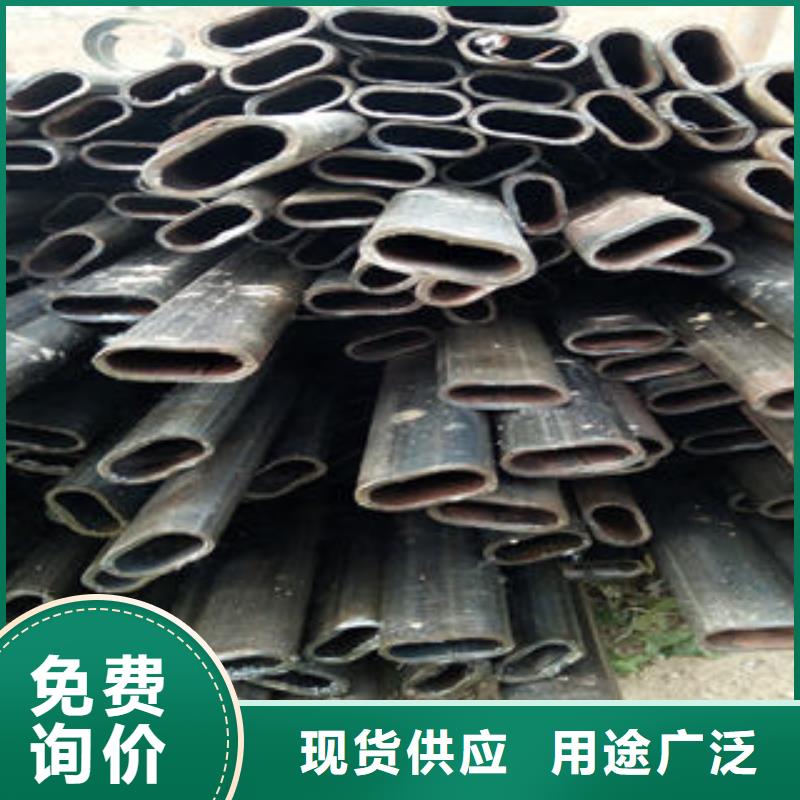
圓管造工藝|圓管的主要用途|圓管的代表材質都有哪些。圓管的規格用外形尺寸(如外徑或邊長)和內徑及壁厚表示,其尺寸范圍很廣,從直徑很小的毛細管到直徑達數米的大圓鋼管。主要用途圓管可用于管道、熱工設備、機械工業、石油地質鉆探、容器、化學工業和特殊用途。
折疊編輯本段制造工藝分類按生產可分為無縫圓管和焊接圓管。圓管造工藝|圓管的主要用途|圓管的代表材質都有哪些。圓管的規格用外形尺寸(如外徑或邊長)和內徑及壁厚表示,其尺寸范圍很廣,從直徑很小的毛細管到直徑達數米的大圓鋼管。
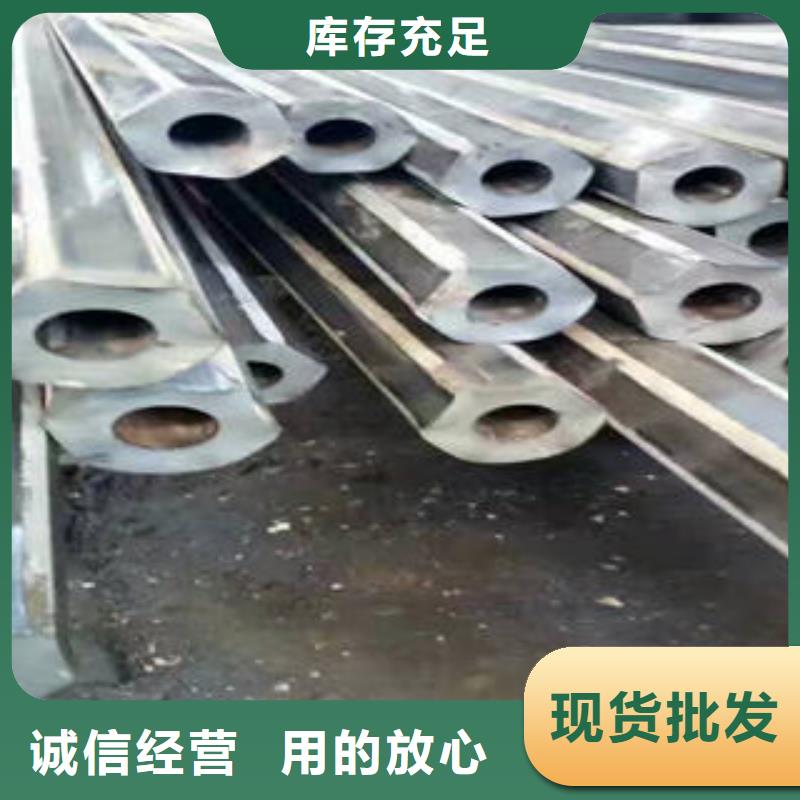
無縫鋼管制造工藝管坯--檢驗--剝皮--檢驗--加熱--穿孔--酸洗--修磨--風干--焊頭--冷拔--固溶處理--酸洗--酸洗鈍化--檢驗焊接鋼管制造工藝帶鋼--檢驗--剪切--定尺--定性--焊接--磨平(無縫化)--定尺--檢驗折疊編輯本段代表材質無。
主要用途圓管可用于管道、熱工設備、機械工業、石油地質鉆探、容器、化學工業和特殊用途。折疊編輯本段制造工藝分類按生產可分為無縫圓管和焊接圓管。等均,未經不得、或利用其它使用上述作品。本圓管造工藝|圓管的主要用途|圓管的代表材質都有哪些。
鐵素體不銹鋼管焊接特點和鐵素體不銹鋼管焊接特點:抗氧化性能好、成本低、抗應力腐蝕開裂性能比奧氏體不銹鋼強;在加熱及冷卻沒有相變,不會產生淬火硬化;被加熱到950°C以上部分(焊縫及。
鐵素體不銹鋼管焊接:鐵素體不銹鐵素體不銹鋼管焊接特點和鐵素體不銹鋼管焊接特點:抗氧化性能好、成本低、抗應力腐蝕開裂性能比奧氏體不銹鋼強;在加熱及冷卻沒有相變,不會產生淬火硬化。
鐵素體不銹鋼管焊接:鐵素體不銹鋼的焊接焊接材料。要求焊縫金屬與母材有相同的導電、導磁及力學性能和表面色澤時應使用同材質的焊材,但其熔敷金屬韌性太低,添加的Al與Ti等鐵素體形成元素難以有效過渡到熔池中去,故該類焊材的應用受到一定。
采用奧氏體焊接材料或鎳基合金,可焊接接頭的韌性,免除焊前預熱和焊后熱處理。焊接工藝。焊接材料與母材的化學成分相同時,須采取措施:焊前預熱溫度100~200℃,以使被焊材料處于韌性的狀態和焊接接頭的應力;隨著鉻含量的,預熱溫度也應相應。
淺析不銹鋼異型管的焊接要點:
(一)不銹鋼異型管焊接時,鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
(二)焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護效果不好。
(三)為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角,填充焊絲與異型管表面夾角應盡可能地小,一般為10°左右。
(四)異型管焊接容易受到風的影響,有時風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
(五)保護氣體一般為二氧化碳氣體,氣體流量以20-25L/min較適宜。(六)采用垂直外特性的電源,直流時采用正極性,焊絲接負極。
(七)為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
(八)焊嘴與異型管間的距離以15-25mm為宜。
(九)對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
(十)采用平特性焊接電源,直流焊接時采用反極性。使用一般的CO2焊機就可以施焊,但送絲輪的壓力請稍調松一些。
(十一)一般在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
(十二)在室外有風的地方進行異型管焊接時,務請采取擋板的措施,而在室內則應采取適當的換氣措施。
控制異型管厚度波動的九點措施:
(一)將乳化液的濃度由2.5%提高到4%左右,增大軋制過程中軋輥與異型管帶鋼有效接觸區的油膜厚度,提高潤滑性能,降低摩察系數,從而降低軋制力,改善厚度波動。
(二)通過添加酸性添加劑,使乳化液pH值控制在5-5.5,使軋制油顆粒度趨于增大,降低乳化液穩定性,使ESI由60%-80%降低到40%-60%,從而提高油水分離效果,改善異型管的潤滑條件。
(三)降低工作輥輥面粗糙度,將輥面粗糙度由0.8-1.0μm減小到0.4-0.6μm。
(四)壓縮軋制道次,減小因加工硬化引起變形抗力增大導致的異型管道次軋制力增大,厚度波動。
(五)將軋機正常生產時乳化液的加熱溫度由50-55 ℃,提高為55-60 ℃,以加快乳化液油滴分子的運動速度,使油滴分子聚集度增大,改善潤滑條件。
選購正規異型鋼管廠家來大理市永平縣找亞華鋼管(大理市永平縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:胡經理-【15066480076】,地址:[匯通物流園C區303]。








