
以下是:宿州市埇橋區賣精密光亮管的當地廠家的產品參數【眾思創】業務覆蓋多領域場景,主營泗縣無縫鋼管、小口徑無縫鋼管、定制速度快工期短、靈璧無縫鋼管、小口徑無縫鋼管、今日新品、蕭縣無縫鋼管、小口徑無縫鋼管、優質原料、碭山無縫鋼管、小口徑無縫鋼管、來圖定制等產品服務。賣精密光亮管的當地廠家,眾思創物資(宿州市埇橋區分公司)lczsc430-3專業從事賣精密光亮管的當地廠家,聯系人:王經理,電話:【13884835444】、【13884835444】,供應服務范圍覆蓋:安徽省、宿州市、埇橋區、碭山縣、蕭縣、靈璧縣、泗縣,以下是賣精密光亮管的當地廠家的詳細頁面。 安徽省,宿州市,埇橋區 埇橋歷史悠久,春秋時即為古“宿國”封地,秦漢時已是“舟車會聚、九州通衢之地”,隋朝開“通濟渠”后成為“扼汴控淮”的軍事重鎮。孔子在此演習周禮。孔子高徒、中華民族先賢人物——“孝圣”閔子騫在此出生。白居易在此成長至青年始赴長安成名,白居易在《埇橋舊業》中稱宿州為“埇城”。王籍、韓愈、蘇軾、袁枚等留下燦爛詩篇。近現代埇橋籍文化名人如梅純一、李百忍、楊在葆、李炳淑等眾多。這里既是陳勝、吳廣大澤鄉起義舊址,又是淮海戰役決勝中原的故地。
為了讓您更地了解我們的賣精密光亮管的當地廠家,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。以下是:宿州埇橋賣精密光亮管的當地廠家的圖文介紹
精密無縫鋼管標準GB3639的特點及應用 本標準規定了冷拔或冷軋精密無縫鋼管的分類和代號、尺寸、外形、重量及允許偏差、技術要求、試驗方法、檢驗規則、包裝、標志和質量證明書。 本標準適用于制造機械結構、液壓設備、汽車用具有特殊尺寸精度和高表面質量要求的質量要求的冷拔或冷軋精密無縫鋼管。 【相關書目】 GB/T9711.1-1997 石油天然氣工業 輸送鋼管交貨技術條件 第1部分:A級鋼管 GB/T9711.2-1999 石油天然氣工業輸送鋼管 交貨技術條件 第2部分:B級鋼管 GB/T3090-2000 不銹鋼小直徑無縫鋼管 GB/T18984-2003 低溫管道用無縫鋼管 GB5310-1995 高壓鍋爐用無縫鋼管 GB/T8162-1999 結構用無縫鋼管 GB/T14975-2002 結構用不銹鋼無縫鋼管 GB/T14976-2002 流體輸送用不銹鋼無縫鋼管 GB/T5777-1996 無縫鋼管超聲波探傷檢驗方法 GB/T8163-1999 輸送流體用無縫鋼管 GB6479-2000(neq ISO 9329-2:1997) 高壓化肥設備用無縫鋼管 GB3087-1999(neq ISO 9329-1:1989) 低中壓鍋爐用無縫鋼管 GB/T 17395-1998 無縫鋼管尺寸、外形、重量及允許偏差 GB/T7735-2004 鋼管渦流探傷檢驗方法 GB/T9711.3-2005 石油天然氣工業 輸送鋼管交貨技術條件 第3部分:C級鋼管 GB/T20409-2006 高壓鍋爐用內螺紋無縫鋼管 GB9948-2006 石油裂化用無縫鋼管 GB50398-2006 無縫鋼管工藝設計規范 GB13296-2007 鍋爐、熱交換器用不銹鋼無縫鋼管 JGJ95-2003 冷軋帶肋鋼筋混凝土結構技術規程 GB/T4171-2000 高耐候結構鋼 GB/T5213-2001 深沖壓用冷軋薄鋼板及鋼帶 GB/T6725-2002 冷彎型鋼 GB13788-2000 冷軋帶肋鋼筋 GB3280-92 不銹鋼冷軋鋼板 JG190-2006 冷軋扭鋼筋(代替JG3046-1998 ) GB/T1499.3-2002 鋼筋混凝土用鋼筋焊接網 GB708-2006 冷軋鋼板和鋼帶尺寸,外形,重量及允許偏差 GB716-91 碳素結構鋼冷軋鋼帶 GB912-89 GB11235(作廢) 碳素結構鋼和低合金結構鋼熱軋,冷軋薄鋼板及鋼帶 GB/T6728-2002 結構用冷彎空心型鋼尺寸,外形,重量及允許偏差 工程建設分項設計施工系列圖集 鋼結構工程(上下冊) 低層輕鋼骨架住宅設計-工程計算 低層輕鋼骨架住宅設計、制造與裝配 鋼筋混凝土結構設計用表(按新規范編寫) GB 4239-1991 不銹鋼和耐熱鋼冷軋鋼帶 GB/T17102-1997 不銹復合鋼冷軋薄鋼板和鋼帶 GB/T8164-1993 (作廢)焊接鋼管用鋼帶 GB 8749-1988 優質碳素結構鋼熱軋鋼帶 GB/T8544-1997 鋁及鋁合金冷軋帶材 JGJ115-2006 冷軋扭鋼筋混凝土構件技術規程
宿州埇橋眾思創物資有限公司在直銷經營模式下,努力降低【無縫鋼管,小口徑無縫鋼管,】產品的成本,可謂是從消費者的角度出發,為消費者提供便捷、價格實惠的【無縫鋼管,小口徑無縫鋼管,】產品,消費者也可以從中獲取物美價廉的【無縫鋼管,小口徑無縫鋼管,】產品,同時宿州埇橋眾思創物資有限公司也可以根據消費者的實際情況,對產品規格等進行調整。
1 合金鋼管焊接時朝焊縫同一方向彎曲 原因:焊縫正火處理不充分,管子靠焊縫一側存在熱應力,因而在冷卻后發生朝一個方向的彎曲。 解決辦法:(1)調節中間輥,適當加大撓度曲線;(2)兩次矯直;(3)在無法直接矯直的時候,管子整體回火。 2 合金鋼管焊接時無規則彎曲 原因:(1)三道輥之間的壓力不一致;(2)矯直輥磨損較大。 解決辦法:檢查調整上矯直輥是否松動,用樣棒校直三道之間的接觸線長度。 3 合金鋼管焊接時長度縮短較大 原因:三道矯直輥之間的輥壓角度相差太大;矯直壓力較大。 解決辦法:調整輥壓角,盡可能做到一致;適當調整矯直壓力。 4 合金鋼管焊接時一頭彎曲 原因:輥與輥之間的間距太大。 解決辦法:選用適應相應管徑的較小間距的矯直機。 5 合金鋼管焊接時頭部不圓 原因:三道矯直輥之間的接觸相位分布不當或重合,輥壓力太大。 解決辦法:適當調整輥與輥之間的角度,調節輥對管子的壓力。
船重要管道16Mn無縫鋼管的選用. 鞍鋼公司近接了6艘3600m3液化石油氣船的訂單。該船重要管道如液壓管等選用16Mn無縫鋼管.以確保焊接質量。母材情況母材為Φ1689mm16Mn鋼管,為16Mn無縫鋼管的化學成分及機械性能。16Mn化學成分及機械性能化學成分C%0.13Si%0.21Mn%1.26P%0.01S%0.006機械性能σsMPa312σbMPa465δ(%28.1A kv-40℃)34J2焊縫試件的制備。焊接工藝試驗條件。焊接位置:水平放置全位置焊。焊縫接頭形式:對接, 。60°~65°0~0.562~3。 焊縫接頭形式 焊接順序及完成的焊縫草圖,坡口角度:60°;鈍邊:2mm;坡口間隙:2mm;壁厚:9mm;層間溫度:150±10℃。焊接方法:氬弧焊打底+CO2氣保焊填充。16Mn無縫鋼管焊縫草圖60°~65°43210~0.562~3⑤焊接材料與焊接參數。氬弧焊與CO2氣體保護焊的焊接材料與焊接參數 焊接材料名稱牌號規格保護氣體純度氣體流量CO焊接工藝 其它焊接方法 20101121鋼板沖壓焊接大口徑16Mn無縫鋼管自動焊工作站的研制/趙波…//焊接.-20098:27~30介紹了一種鋼板沖壓焊接大口徑彎頭縱縫自動焊工作站的結構和系統配置。該設備主要包括焊接操作機和焊接變位機,用焊接變位機裝夾并按照焊接速度轉動沖壓焊接彎頭,與焊接操作機橫梁端部懸掛的焊接機頭配合,使彎頭縱縫在焊接過程中始終處于的水平焊接位置,實現管件焊縫的機械化、自動化焊接,達到提高焊接生產效率、降低工人勞動強度、保證焊縫質量的目的
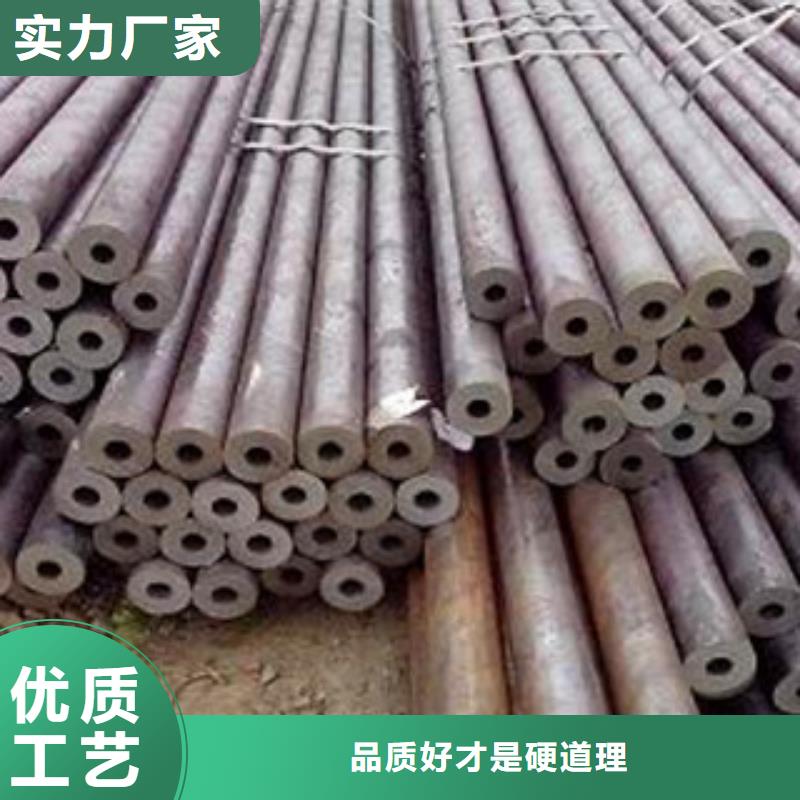
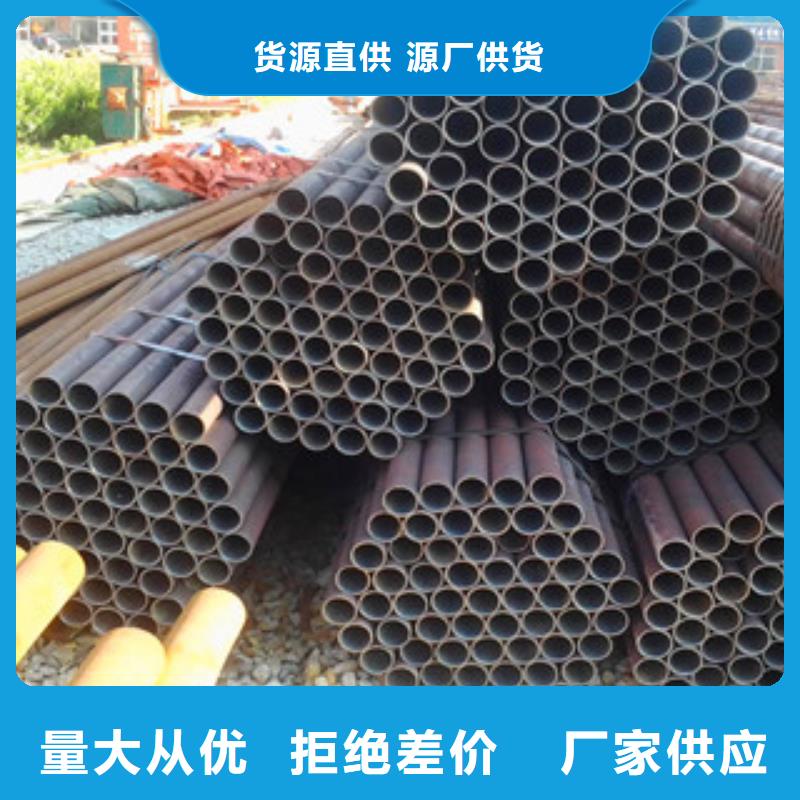
無縫鋼管的密度是多少? 密度是物質的一種比較特殊的屬性,是物質的很多的特征的一種比較重要的情況,密度在物理學上的主要的特征就是單位體積的物質的質量,是一種比較重要的物理學概念。厚壁管的為典型的特征就是壁厚,是鋼管中的一種比較重要的材質。無縫鋼管也稱鋼管,把鋼管外徑和壁厚之比小于20的鋼管稱為厚壁鋼管。主要用做石油地質鉆探管、石油化工用的裂化管、鍋爐管、軸承管以及汽車、拖拉機、航空用高精度結構管等。那么它的密度是怎么樣的呢? 無縫鋼管一般用的鋼的密度是7.85kg/dm3。 無縫鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。 無縫鋼管的密度是決定著質量的,也是決定著各種的強度和各種的硬度的,在很多的場合中都是發揮著積極地作用的,它的密度是不可改變的,如果說密度不準的話 就不會有很好的效果!
今年在宿州市埇橋區購買賣精密光亮管的當地廠家有了新選擇,眾思創物資(宿州市埇橋區分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的賣精密光亮管的當地廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:王經理-【13884835444】,地址:開發區大東鋼管城B區3號。












