

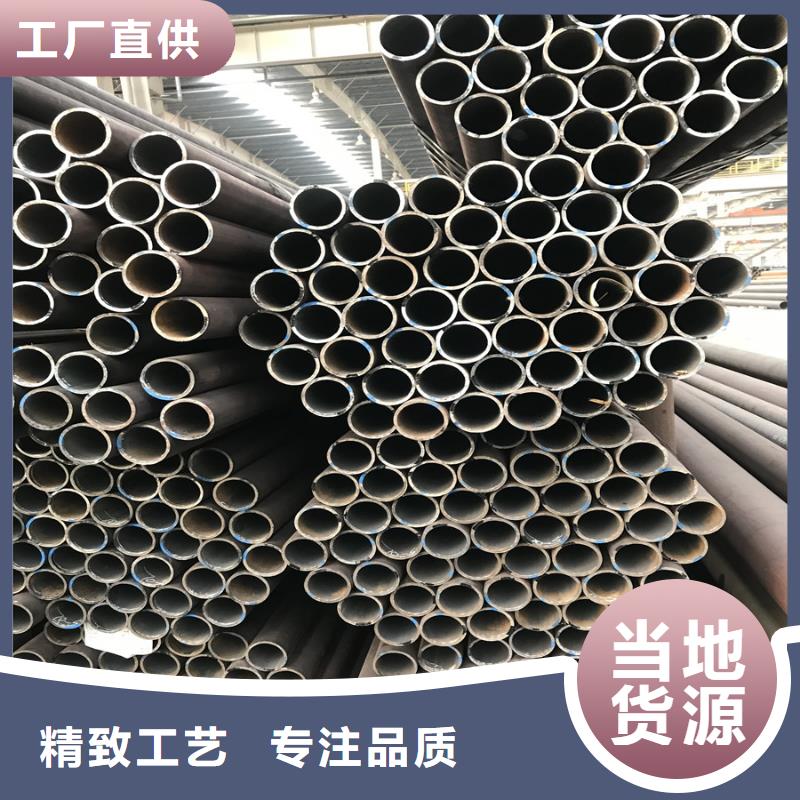
以下是:宿州市埇橋區(qū)有現(xiàn)貨的無縫鋼管銷售廠家的產(chǎn)品參數(shù)
材質(zhì) 20#45#16mn27simnQ345b20Cr40Cr等 產(chǎn)地 山東 規(guī)格 6-630mm*1-100mm 品牌 利爾金屬 型號(hào) 圓管 可定制 是 質(zhì)量等級(jí) (受理質(zhì)量異議) 計(jì)重方式 過磅 倉庫地址 山東 范圍 有的無縫鋼管銷售供應(yīng)范圍覆蓋安徽省、宿州市、埇橋區(qū)、碭山縣、蕭縣、靈璧縣、泗縣等區(qū)域。 【利爾】業(yè)務(wù)覆蓋多領(lǐng)域場(chǎng)景,主營泗縣精密鋼管優(yōu)選貨源、碭山精密鋼管安心購、蕭縣精密鋼管質(zhì)量為本、靈璧精密鋼管設(shè)計(jì)制造銷售服務(wù)一體等產(chǎn)品服務(wù)。有現(xiàn)貨的無縫鋼管銷售廠家,利爾金屬制品(宿州市埇橋區(qū)分公司)lejs1043-3專業(yè)從事有現(xiàn)貨的無縫鋼管銷售廠家,聯(lián)系人:韓京偉(業(yè)務(wù)經(jīng)理),電話:【13793094789】、【13793094789】,供應(yīng)服務(wù)范圍覆蓋:安徽省、宿州市、埇橋區(qū)、碭山縣、蕭縣、靈璧縣、泗縣,以下是有現(xiàn)貨的無縫鋼管銷售廠家的詳細(xì)頁面。 安徽省,宿州市,埇橋區(qū) 2022年,埇橋區(qū)實(shí)現(xiàn)地區(qū)生產(chǎn)總值(GDP)913.3億元,其中:產(chǎn)業(yè)增加值79.8億元,第二產(chǎn)業(yè)增加值249.4億元,第三產(chǎn)業(yè)增加值413.2億元。三次產(chǎn)業(yè)結(jié)構(gòu)之比為10.7:33.6:55.7。人均地區(qū)生產(chǎn)總值51409元。
想要知道有現(xiàn)貨的無縫鋼管銷售廠家產(chǎn)品如何?看視頻就知道!看視頻,選產(chǎn)品更明智!以下是:宿州埇橋有現(xiàn)貨的無縫鋼管銷售廠家的圖文介紹
冷拔(軋)鋼管的直徑6~200mm共65種;壁厚0.5~21mm共39種。鋼管內(nèi)外表面不得有裂痕、折疊、龜裂、裂紋、軋折、離層和結(jié)疤缺陷存在,這些缺陷應(yīng)完好掉(供機(jī)械加工用管除外),后不得使壁厚和外徑超越負(fù)傾向。凡不超越允許負(fù)傾向的其他細(xì)表面缺陷可不。直道允許深度。熱軋、熱擠壓鋼管、直徑小于和等于140mm的不大于公稱壁厚的5%,大深度不大于0.5mm;冷拔(軋)鋼管不大于公稱壁厚的4%,大深度不大于0.3mm。鋼管兩端應(yīng)切成直角,并毛刺。
不銹鋼無縫管的制造工藝:熱軋(擠壓無縫鋼管):圓管坯、加熱、穿孔、三輥斜軋、連軋或擠壓、脫管、定徑(或減徑)、冷卻、矯直、水壓實(shí)驗(yàn)(或探傷)、標(biāo)志、入庫軋制無縫管的原料是圓管坯,圓管胚要經(jīng)過切割機(jī)的切割加工生長度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問題.圓管坯出爐后要經(jīng)過壓力穿孔機(jī)中止穿空。
普通較常見的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)消費(fèi)效率高,產(chǎn)質(zhì)量量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)經(jīng)過錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,構(gòu)成鋼管。鋼管內(nèi)徑由定徑機(jī)鉆頭的外徑長度來肯定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,經(jīng)過噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。冷拔(軋)無縫鋼管:圓管坯、加熱、穿孔、打頭、退火、酸洗、涂油(鍍銅)、多道次冷拔(冷軋)、坯管、熱處置、矯直、水壓實(shí)驗(yàn)(探傷)、標(biāo)志、入庫。
冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復(fù)雜。它們的消費(fèi)工藝流程前三步基本相同。不同之處從第四個(gè)步驟開端,圓管坯經(jīng)打空后,要打頭,退火。退火后要用特地的酸性液體中止酸洗。酸洗后,涂油。然后緊接著是經(jīng)過多道次冷拔(冷軋)再坯管,特地的熱處置。熱處置后,就要被矯直。鋼管經(jīng)矯直后由傳送帶送至金屬探傷機(jī)(或水壓實(shí)驗(yàn))中止內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問題,將被探測(cè)出。鋼管質(zhì)檢后還要經(jīng)過嚴(yán)厲的手工選擇。鋼管質(zhì)檢后,用油漆噴上編號(hào)、規(guī)格、消費(fèi)批號(hào)等。并由吊車吊入倉庫中。無縫管是制造船舶I級(jí)耐壓管系、Ⅱ級(jí)耐壓管系、鍋爐及過熱器用的碳素鋼無縫管。碳素鋼無縫管管壁工作溫度不超越450℃,合金鋼無縫管管壁工作溫度超越450℃。汽車半軸套管用無縫管,是制造汽車半軸套管及驅(qū)動(dòng)橋橋殼軸管用的優(yōu)質(zhì)碳素結(jié)構(gòu)鋼和合金結(jié)構(gòu)鋼熱軋無縫管。柴油機(jī)用高壓油管,是制造柴油機(jī)放射系統(tǒng)高壓管用的冷拔無縫管。液壓和氣動(dòng)缸筒用精密內(nèi)徑無縫管,是制造液壓和氣動(dòng)缸筒用的具有精密內(nèi)徑尺寸的冷拔或冷軋精密無縫管。
常用的探傷方法有:X光射線探傷、超聲波探傷、磁粉探傷、滲透探傷(著色探傷)、渦流探傷、γ射線探傷、螢光探傷等方法。直縫鋼管與無縫鋼管的主要區(qū)別引見,直縫鋼管和無縫管的主要區(qū)別有消費(fèi)技術(shù),還有應(yīng)用兩個(gè)部分。直縫管是鐵板,經(jīng)過壓彎,合口,焊接等工序消費(fèi)出來的,允許有一條焊縫。而無縫管是圓鋼經(jīng)過軋管機(jī)熱軋出來的,是沒有焊縫的。直縫鋼管是用帶鋼卷曲經(jīng)過焊接完成的,無縫管是沒有焊接的縫隙的,無縫管是用圓鋼直接制造而成的一個(gè)整體的圓形鋼管,用鋼胚直接拉出來的。
直縫焊管是用鋼板或是剛帶經(jīng)過卷曲成型后焊接制成的鋼管,焊接鋼管消費(fèi)工藝簡(jiǎn)單,消費(fèi)效率高,品種規(guī)格多,單普通強(qiáng)度低于無縫管。直縫鋼管和無縫管的主要區(qū)別有消費(fèi)技術(shù),還有應(yīng)用兩個(gè)部分。直縫管是鐵板,經(jīng)過壓彎,合口,焊接等工序消費(fèi)出來的,允許有一條焊縫。而無縫管是圓鋼經(jīng)過軋管機(jī)熱軋出來的,是沒有焊縫的。無縫管和直縫管在直徑壁厚相等的情況下,無縫管所承受的壓力和穩(wěn)定程度,是遠(yuǎn)遠(yuǎn)大于直縫管的。普通壓力比較高的工程用管就選擇無縫管,沒有壓力或壓力比較低的工程在允許的情況下就選擇本錢比較低的直縫管。
熱軋管是相關(guān)于冷軋而言的,冷軋是在再結(jié)晶溫度以下中止的軋制,而熱軋就是在再結(jié)晶溫度以上中止的軋制.可以破壞鋼錠的鑄造組織,細(xì)化鋼材的晶粒,并顯組織的缺陷,從而使鋼材組織密實(shí),力學(xué)性能得到改善。這種改善主要表往常沿軋制方向上,從而使鋼材在一定程度上不再是各向同性體;澆注時(shí)構(gòu)成的氣泡、裂紋和疏松,也可在高溫和壓力作用下被焊合。經(jīng)過熱軋之后,鋼材內(nèi)部的非金屬夾雜物(主要是硫化物和氧化物,還有硅酸鹽)被壓成薄片,呈現(xiàn)分層(夾層)現(xiàn)象。
分層使鋼材沿厚度方向受拉的性能大大惡化,并且有可能在焊縫收縮時(shí)呈現(xiàn)層間撕裂。焊縫收縮誘發(fā)的局部應(yīng)變經(jīng)常抵達(dá)屈服點(diǎn)應(yīng)變的數(shù)倍,比荷載惹起的應(yīng)變大得多;不均勻冷卻構(gòu)成的剩余應(yīng)力。剩余應(yīng)力是在沒有外力作用下內(nèi)部自相平衡的應(yīng)力,各種截面的熱軋型鋼都有這類剩余應(yīng)力,普通型鋼截面尺寸越大,剩余應(yīng)力也越大。剩余應(yīng)力固然是自相平衡的,但對(duì)鋼構(gòu)件在外力作用下的性能還是有一定影響。如對(duì)變形、穩(wěn)定性、抗疲倦等方面都可能產(chǎn)生不利的作用。
宿州埇橋利爾金屬制品有限公司專注 精密鋼管等產(chǎn)品,主營 精密鋼管。本著“客戶,誠信至上”的原則,與多家企業(yè)建立了長期的合作關(guān)系。熱誠歡迎新老朋友前來參觀、考察、洽談業(yè)務(wù)。公司坐落于經(jīng)濟(jì)開發(fā)區(qū)匯通物流園商貿(mào)大廈607B室,歡迎惠顧!
由于管坯的表面缺陷或內(nèi)部缺陷所帶來的。消費(fèi)過程中產(chǎn)生的,如軋制工藝參數(shù)設(shè)計(jì)不正確,模具表面不光滑,潤滑條件不好,孔型設(shè)計(jì)及調(diào)整不合理。管坯(鋼管)在加熱軋制,熱處置以及矯直過程中,假定由于加熱溫度控制不當(dāng),變形不均勻,加熱冷卻速度不合理或矯直變形量太大而產(chǎn)生過大的剩余應(yīng)力,那么也有可能招致鋼管產(chǎn)生表面裂紋。鋼管理化性能:常溫力學(xué)性能、高溫力學(xué)性能、低溫性能、抗腐蝕性能。鋼管的理化性能主要取決于鋼的化學(xué)成分,組織結(jié)構(gòu)和鋼的純真度以及鋼管的熱處置方式等。
鋼管工藝性能:壓扁、擴(kuò)口、卷邊、彎曲、焊接等。鋼管金相組織:低倍組織(宏觀)、高倍組織(觀)M、B、P、F、A、S。鋼管特殊央求:合同附件、技術(shù)協(xié)議。無縫鋼管質(zhì)量檢驗(yàn)方:化學(xué)成分分析:化學(xué)分析法、儀器分析法(紅外C—S儀、直讀光譜儀、zcP等)。紅外C—S儀:分析鐵合金,煉鋼原材料,鋼鐵中的C、S元素。直讀光譜儀:塊狀試樣中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi。N—0儀:氣體含量分析N、O。鋼管幾何尺寸及外形檢查:鋼管壁厚檢查:千分尺、超聲測(cè)厚儀,兩端不少于8點(diǎn)并記載。鋼管外徑、橢圓度檢查:卡規(guī)、游標(biāo)卡尺、環(huán)規(guī),測(cè)出大點(diǎn)、小點(diǎn)。鋼管長度檢查:鋼卷尺、人工、自動(dòng)測(cè)長。鋼管彎曲度檢查:直尺、水平尺(1m)、塞尺、細(xì)線測(cè)每米彎曲度、全長彎曲度。鋼管端面坡口角度和鈍邊檢查:角尺、卡板。鋼管表面質(zhì)量檢查:,人工肉眼檢查:照明條件、標(biāo)準(zhǔn)、閱歷、標(biāo)識(shí)、鋼管轉(zhuǎn)動(dòng)。無損探傷檢查:超聲波探傷UT:關(guān)于各種材質(zhì)均勻的材料表面及內(nèi)部裂紋缺陷比較敏感。
渦流探傷ET:(電磁感應(yīng))主要對(duì)點(diǎn)狀(孔洞形)缺陷敏感。磁粉MT和漏磁探傷:磁力探傷,適用于鐵磁性材料的表面和近表面缺陷的檢測(cè)。電磁超聲波探傷:不需求耦合介質(zhì),可以應(yīng)用于高溫高速,粗燥的鋼管表面探傷。滲透探傷:熒光、著色、檢測(cè)鋼管表面缺陷。鋼管理化性能檢驗(yàn)。拉伸實(shí)驗(yàn):測(cè)應(yīng)力和變形,判定材料的強(qiáng)度(YS、TS)和塑性指標(biāo)(A、Z)縱向,橫向試樣管段、弧型、圓形試樣(¢10、¢12.5)小口徑、薄壁大口徑、厚壁定標(biāo)距。
備注:試樣斷后伸長率與試樣尺寸有關(guān)GB/T1760,沖擊實(shí)驗(yàn):CVN、缺口C型、V型、功J值J/cm2標(biāo)準(zhǔn)試10×10×55(mm)非標(biāo)試樣5×10×55(mm)硬度實(shí)驗(yàn):布氏硬度HB、洛氏硬度HRC、維氏硬度HV等。液壓實(shí)驗(yàn):實(shí)驗(yàn)壓力、穩(wěn)壓時(shí)間、p=2Sδ/D鋼管工藝性能檢驗(yàn)過程:壓扁實(shí)驗(yàn):圓形試樣C形試樣(S/D>0.15)H=(1+2)S/(∝+S/D)L=40~100mm單位長度變形系數(shù)=0.07~0.08環(huán)拉實(shí)驗(yàn):L=15mm無裂紋為合格。擴(kuò)口和卷邊實(shí)驗(yàn):頂心錐度為30°、40°、60°。彎曲實(shí)驗(yàn):可替代壓扁實(shí)驗(yàn)(對(duì)大口徑管而言)。鋼管金相分析:高倍檢驗(yàn)(觀分析):非金屬夾雜物100xGB/T10561晶粒度:級(jí)別、級(jí)差。組織:M、B、S、T、P、F、A-S脫碳層:內(nèi)、外。
布氏硬度值是以實(shí)驗(yàn)力除以壓痕球形表面積所得的商。以HBS(鋼球)表示,單位為N/mm2(MPa)。其計(jì)算公式為:式中:F--壓入金屬試樣表面的實(shí)驗(yàn)力,N;D--實(shí)驗(yàn)用鋼球直徑,mm;d--壓痕平均直徑,mm。測(cè)定布氏硬度較準(zhǔn)確可靠,但普通HBS只適用于450N/mm2(MPa)以下的金屬材料,關(guān)于較硬的鋼或較薄的板材不適用。在鋼管標(biāo)準(zhǔn)中,布氏硬度用途廣,常常以壓痕直徑d來表示該材料的硬度,既直觀,又便當(dāng)。
舉例:120HBS10/1000/30:表示用直徑10mm鋼球在1000Kgf(9.807KN)實(shí)驗(yàn)力作用下,堅(jiān)持30s(秒)測(cè)得的布氏硬度值為120N/mm2(MPa)。質(zhì)量央求質(zhì)量央求鋼的化學(xué)成分:鋼的化學(xué)成分是影響無縫鋼管性能主要的要素之一,也是制定軋管工藝參數(shù)和鋼管熱處置工藝參數(shù)的主要依據(jù)。合金元素:有意參與,根據(jù)用途剩余元素:煉鋼帶入,恰當(dāng)控制有害元素:嚴(yán)厲控制(As、Sn、Sb、Bi、Pb),氣體(N、H、O)爐外精煉或電渣重熔:進(jìn)步鋼中化學(xué)成分的均勻性和鋼的純真度,減少管坯中的非金屬夾雜物并改善其分布形態(tài)。鋼管幾何尺寸精度和外形鋼管外徑精度:取決于定(減)徑方法、設(shè)備運(yùn)轉(zhuǎn)情況、工藝制度等。外徑允許傾向δ=(D-Di)/Di×D:大或小外徑mmDi:名義外徑mm鋼管壁厚精度:與管坯的加熱質(zhì)量,各變形工序的工藝設(shè)計(jì)參數(shù)和調(diào)整參數(shù),工具質(zhì)量及其潤滑質(zhì)量等有關(guān)
壁厚允許傾向:ρ=(S-Si)/Si×橫截面上大或小壁厚名義壁厚mm鋼管橢圓度:表示鋼管的不圓程度。鋼管長度:正常長度、定(倍)尺長度、長度允許傾向鋼管彎曲度:表示鋼管的彎度:每米鋼管長度的彎曲度、鋼管全長的彎曲度鋼管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度鋼管端面坡口角度和鈍邊鋼管表面質(zhì)量:表面光亮央求風(fēng)險(xiǎn)性缺陷:裂紋、內(nèi)折、外折、軋破、離層、結(jié)疤、拉凹、凸包等。普通性缺陷:麻坑、青線、劃傷、碰傷、細(xì)的內(nèi)、外直道、輥印等。
產(chǎn)生緣由:由于管坯的表面缺陷或內(nèi)部缺陷所帶來的。消費(fèi)過程中產(chǎn)生的,如軋制工藝參數(shù)設(shè)計(jì)不正確,模具表面不光滑,潤滑條件不好,孔型設(shè)計(jì)及調(diào)整不合理。管坯(鋼管)在加熱軋制,熱處置以及矯直過程中,假定由于加熱溫度控制不當(dāng),變形不均勻,加熱冷卻速度不合理或矯直變形量太大而產(chǎn)生過大的剩余應(yīng)力,那么也有可能招致鋼管產(chǎn)生表面裂紋。
點(diǎn)擊查看利爾金屬制品(宿州市埇橋區(qū)分公司)的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
今年在宿州市埇橋區(qū)購買有現(xiàn)貨的無縫鋼管銷售廠家有了新選擇,利爾金屬制品(宿州市埇橋區(qū)分公司)始終堅(jiān)守以用戶為中心的服務(wù)理念,將品質(zhì)作為發(fā)展的基石。廠家直銷,確保為您提供價(jià)格實(shí)惠且品質(zhì)卓越的有現(xiàn)貨的無縫鋼管銷售廠家產(chǎn)品。如需購買或咨詢,請(qǐng)隨時(shí)聯(lián)系我們,聯(lián)系人:韓京偉(業(yè)務(wù)經(jīng)理)-【13793094789】,地址:經(jīng)濟(jì)開發(fā)區(qū)匯通物流園商貿(mào)大廈607B室。
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")
貨的無縫鋼管銷售廠家")