
以下是:吉安市永新縣球墨鑄鐵管公司_華夏聯(lián)豐鑄造的產(chǎn)品參數(shù)
產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說(shuō)明 電議 范圍 球墨鑄鐵管公司_華夏聯(lián)豐鑄造供應(yīng)范圍覆蓋江西省、吉安市、永新縣、吉州區(qū)、青原區(qū)、吉水縣、峽江縣、新干縣、永豐縣、泰和縣、遂州縣、萬(wàn)安縣、安福縣、井岡山市等區(qū)域。 【華夏聯(lián)豐】為您提供井岡山球墨鑄鐵管量大從優(yōu)、遂州球墨鑄鐵管專業(yè)品質(zhì)、峽江球墨鑄鐵管源廠供貨、青原球墨鑄鐵管質(zhì)量層層把關(guān)、萬(wàn)安球墨鑄鐵管好產(chǎn)品放心購(gòu)、泰和球墨鑄鐵管有口皆碑、吉水球墨鑄鐵管源頭廠家經(jīng)驗(yàn)豐富等多元產(chǎn)品與服務(wù)。球墨鑄鐵管公司_華夏聯(lián)豐鑄造,華夏聯(lián)豐鑄造(吉安市永新縣分公司)hxlfzz94-3為您提供球墨鑄鐵管公司_華夏聯(lián)豐鑄造,供應(yīng)服務(wù)范圍覆蓋江西省、吉安市、永新縣、吉州區(qū)、青原區(qū)、吉水縣、峽江縣、新干縣、永豐縣、泰和縣、遂州縣、萬(wàn)安縣、安福縣、井岡山市,聯(lián)系人:高經(jīng)理,電話:【13698652159】、【13698652159】。 江西省,吉安市,永新縣 永新縣古稱楚尾吳頭,東漢建安九年(204年)建縣,縣名來(lái)源于《大學(xué)·禮記》,寓意為“日永月新”。永新是全國(guó)的“將軍縣”,是中央蘇區(qū)縣,是井岡山革命根據(jù)地的重要組成部分,是湘贛革命根據(jù)地的中心,湘贛革命根據(jù)地湘贛省委駐地,是三灣改編、龍?jiān)纯趹?zhàn)斗所在地。境內(nèi)有湘贛省委舊址,三灣改編舊址等紅色景觀400多處,革命文物1萬(wàn)余件。永新縣非物質(zhì)文化遺產(chǎn)總數(shù)位居吉安市、江西省第四。
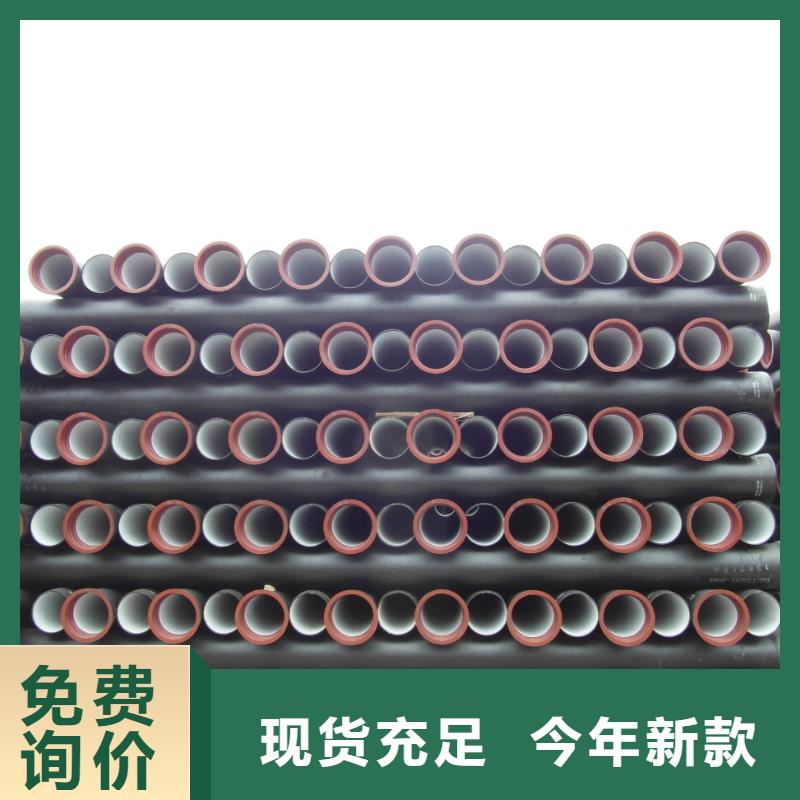
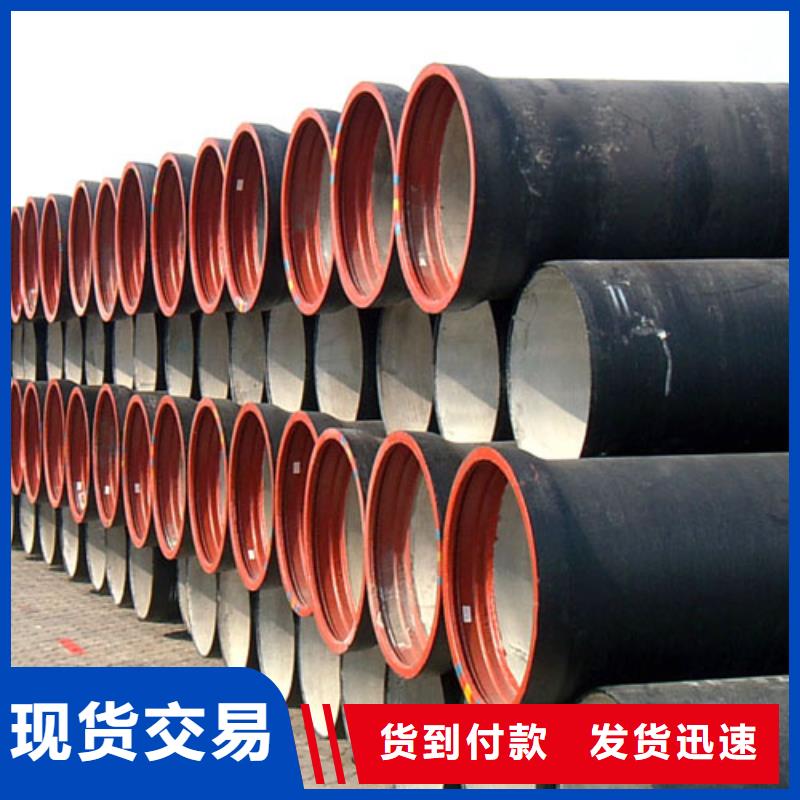
想要快速了解球墨鑄鐵管公司_華夏聯(lián)豐鑄造產(chǎn)品?視頻給你直觀的感受!以下是:吉安永新球墨鑄鐵管公司_華夏聯(lián)豐鑄造的圖文介紹
在k9球墨鑄鐵管價(jià)格再次創(chuàng)下新高之后,是會(huì)將這樣的瘋狂行情繼續(xù)下去,還是會(huì)遭遇“倒春寒”?有消息傳出,自今日15:00起,在確保生產(chǎn)的前提下,唐山市所有焦化企業(yè)行業(yè)立即停止出焦、裝煤,并將出焦時(shí)間延長(zhǎng)至48小時(shí);所有鋼鐵企業(yè)燒結(jié)機(jī)停止生產(chǎn),高爐燜爐;所有軋鋼、鑄造企業(yè)停止生產(chǎn)。不少商家認(rèn)為此輪k9球墨鑄鐵管價(jià)格瘋漲的原因主要是金融資本利用去產(chǎn)能進(jìn)行炒作。盡管如此,隨著需求逐漸釋放,預(yù)計(jì)短期內(nèi)上海k9球墨鑄鐵管市場(chǎng)價(jià)格或?qū)⒄鹗幧闲小?大連k9球墨鑄鐵管市場(chǎng)價(jià)格小幅上漲。大連地區(qū)工地開(kāi)工緩慢仍未啟動(dòng),需求仍舊停滯暫無(wú),商家暫時(shí)多跟漲觀望。期貨方面:今日螺紋主力午間升入點(diǎn)午后開(kāi)盤下行,今日結(jié)算價(jià)格:3421元,下跌31元,幅度-0.91%。成交方面:由于下游所需終端尚未啟動(dòng),本地k9球墨鑄鐵管市場(chǎng)有價(jià)無(wú)市需求清淡,成交暫無(wú),庫(kù)存壓力相較越發(fā)明顯增大。綜合來(lái)看:沈陽(yáng)地區(qū)需求尚未啟動(dòng),同步庫(kù)存壓力較大,預(yù)計(jì)短時(shí)間內(nèi)大連k9球墨鑄鐵管市場(chǎng)會(huì)維穩(wěn)調(diào)整。
吉安永新華夏聯(lián)豐鑄造有限公司本著重合同、守信用的原則,竭誠(chéng)為用戶提供優(yōu)良的 球墨鑄鐵管產(chǎn)品,真誠(chéng)的服務(wù),促進(jìn)用戶與浩大鋼板庫(kù)的共同繁榮,為中國(guó)乃至世界 球墨鑄鐵管事業(yè)的發(fā)展做出新的、更大的貢獻(xiàn)。
秉承誠(chéng)信、穩(wěn)健、創(chuàng)新的價(jià)值觀,甘于服務(wù)、善盡責(zé)任,人品、精品、責(zé)任是我們永遠(yuǎn)的追求,以客戶管理系統(tǒng)為平臺(tái),構(gòu)建客戶滿意的服務(wù)體系。
灰口鑄鐵的補(bǔ)焊工藝. 冷焊法. 電弧焊冷焊法就是焊件在焊前不預(yù)熱,焊接過(guò)程中也不輔助加熱,因此可以加速焊補(bǔ)生產(chǎn)率,降低成本,改善勞動(dòng)條件,減少焊件因預(yù)熱時(shí)受熱不均勻而產(chǎn)生的變形和焊件已加工面的氧化.目前冷焊法正在推廣,并迅速發(fā)展.但是冷焊法在焊接后因焊縫及熱影響區(qū)的冷卻速度很大,極易形成白口組織.此外因焊件受熱不均勻,常形成極大的內(nèi)應(yīng)力,會(huì)造成裂紋,在冷焊時(shí)應(yīng)注意以下幾點(diǎn): ① 焊前應(yīng)徹底清理油污,裂紋兩端要打上裂孔,加工的坡口形狀要保證便于焊補(bǔ)及減少焊件的熔化量。 ② 采用鋼芯或鑄鐵芯的以外的焊條,小直徑焊條應(yīng)盡量用小的焊接電流,以減少內(nèi)應(yīng)力和熱影響區(qū)的寬度。 ③ 采用短焊道焊接法.一般每次焊10-40mm,待其充分冷卻后再焊。 ④ 采用分段倒退焊.這樣可以降低拉應(yīng)力,對(duì)防裂有好處。 ⑤每項(xiàng)焊一短焊道后,用圓頭錘沿焊逢向外錘擊。 冷焊焊條按焊后焊縫的可加工性分為兩大類:一類用于焊后不需要機(jī)械加工的鑄件,如鋼芯鑄鐵焊條(EZCQ),只適用小型薄壁鑄件剛度不大部位的缺陷焊補(bǔ);另一類用于焊后需要機(jī)械加工的鑄件,如純鎳焊條(EZNi-1)鎳鐵鑄鐵焊條( EZNiFe-1)鎳銅鑄鐵焊條(ENiCu-1)等。 熱焊法 熱焊法是在焊接前將焊件全部或局部加熱到600-700℃,并在焊接過(guò)程中保持一定溫度,焊后在爐中緩冷的焊接方法。用熱焊法時(shí),焊件冷卻緩慢,溫度分布均勻,有利于白口組織,減少應(yīng)力,防止產(chǎn)生裂紋。但熱焊法成本高,工藝復(fù)雜,生產(chǎn)周期長(zhǎng),焊接時(shí)勞動(dòng)條件差,因此應(yīng)盡量少用。 氣焊焊補(bǔ)灰口鑄鐵的補(bǔ)焊工藝: 氣焊火焰溫度比電弧溫度低得多,因而焊件的加熱和冷卻比較緩慢,這對(duì)防止灰口鑄鐵在焊接時(shí)產(chǎn)生的白口組織和裂紋都很有利。所以用氣焊焊補(bǔ)的鑄件質(zhì)量一般比較好,因氣焊成為補(bǔ)焊鑄鐵的常用方法。但氣焊與焊條電弧焊相比,焊工的勞動(dòng)強(qiáng)度高,焊件變形較大,焊補(bǔ)大型鑄件時(shí)難以焊透。但由于氣焊鑄件的質(zhì)量較好,易切削加工,使許多工廠中的中小型灰口鑄件,還是較多用氣焊焊補(bǔ)。 焊前準(zhǔn)備 ① 在焊件完畢后,檢查缺陷.焊件上的缺陷可起碼接觀察,也可用10-20倍的放大鏡查找。 ② 裂紋找出后,在裂紋的兩端鉆直徑φ4-6mm的 裂孔,以防止裂紋擴(kuò)展.焊接灰口鑄鐵時(shí)可選用鑄鐵焊絲,絲401A或絲401B. 焊接時(shí)氣焊熔劑選用氣劑201,鑄鐵氣焊熔劑熔點(diǎn)為650℃成堿性,能將鑄鐵氣焊時(shí)產(chǎn)生的二氧化硅(熔點(diǎn)為1350℃)變?yōu)橐兹鄣柠}類.鑄鐵用氣焊熔劑進(jìn)行灰口鑄鐵補(bǔ)焊時(shí),應(yīng)選擇較大號(hào)的焊炬,以提高焊接頭焰效率,有利于氣孔夾渣等缺陷.焊嘴孔徑可根據(jù)焊補(bǔ)處的壁厚確定。 山東華夏聯(lián)豐鑄造有限公司
點(diǎn)擊查看華夏聯(lián)豐鑄造(吉安市永新縣分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
球墨鑄鐵管公司_華夏聯(lián)豐鑄造_華夏聯(lián)豐鑄造(吉安市永新縣分公司),固定電話:【13698652159】,移動(dòng)電話:【13698652159】,聯(lián)系人:高經(jīng)理,城陽(yáng)區(qū)雙元路。

豐鑄造")
豐鑄造")
豐鑄造")
豐鑄造")
豐鑄造")
豐鑄造")
